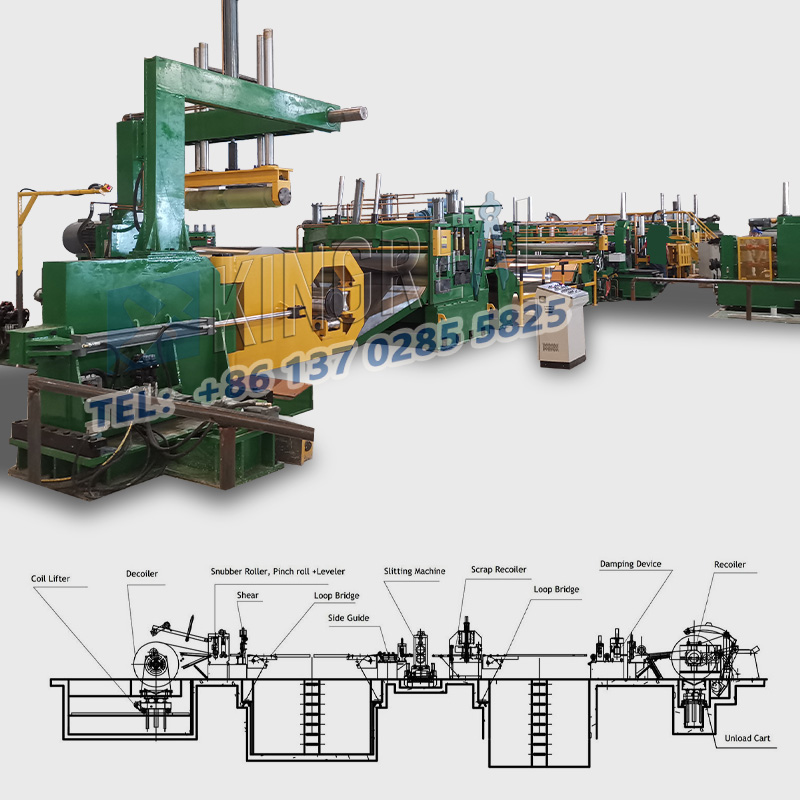
Línea de ranura de bobina de aluminioes un equipo indispensable e importante en la industria moderna de procesamiento de metales, que se usa ampliamente en la reducción de bobinas de metal. El rendimiento de la máquina de brote de bobina de aluminio afecta directamente la eficiencia de producción y la calidad del producto, por lo que es crucial para garantizar el funcionamiento normal de sus diversos componentes. Este artículo discutirá en detalle el método de ajuste de la brecha de riel de la línea de la línea de la bobina de aluminio y sus antecedentes técnicos, y proporcionará información integral en combinación con la tecnología de fabricación de KingReal Steel Slitter.
 |
 |
 |
TEl guuIDE Rail de la Pango de bobina de aluminiomachíne es responsable de guiar el movimiento del control deslizante y la herramienta en el equipo. La brecha de riel de línea de fragmentación de bobina de aluminio apropiada no solo puede garantizar la estabilidad de la operación del equipo, sino también mejorar la precisión de corte, reducir el desgaste y la falla. Por lo tanto, el ajuste regular de la brecha de rieles de la máquina de brote de bobina de aluminio es un enlace clave para mantener el equipo.
|
1.1 Definición de guía de línea de bobina de aluminio Guía del riel |
La brecha de riel de la guía de la máquina de brote de la bobina de aluminio se refiere a la distancia entre el control deslizante y el riel de guía. Una brecha demasiado grande causará un funcionamiento inestable del equipo, aumentará el desgaste y reducirá la precisión de corte; mientras que un espacio demasiado pequeño puede hacer que el control deslizante se atasque y afecte la eficiencia laboral. Por lo tanto, mantener una brecha adecuada es crucial para el rendimiento de la línea de corte de bobina de aluminio. |
|
1.2 La influencia de la brecha de rieles de la máquina de brote de bobina de aluminio en la producción |
Precisión de corte: una brecha de rieles de la línea de porneting de bobina de aluminio demasiado grande hará que la herramienta se desvíe durante el proceso de corte, afectando la calidad de corte. VIDA DEL EQUIPO: la brecha de riel de la máquina de bobina de aluminio inadecuado acelerará el desgaste del control deslizante y el riel guía, acortando la vida útil del equipo. Eficiencia de producción: el movimiento de los controles deslizantes deficientes conducirá a una disminución en la eficiencia de producción de la línea de la línea de la bobina de aluminio y aumentará el tiempo de inactividad. |
Ellínea de ranura de bobina de aluminioEl ajuste de la brecha ferroviaria se logra principalmente a través de los siguientes aspectos:
|
2.1 El diseño de las costillas de refuerzo en la máquina de tirar la bobina de aluminio |
Agregar costillas de refuerzo en la parte posterior del control deslizante puede dispersar efectivamente la fuerza aplicada al control deslizante, lo que hace que la fuerza en múltiples direcciones verticales sea más consistente. Este diseño puede reducir el desgaste del control deslizante durante el movimiento a largo plazo, extendiendo así la vida útil de la línea de la línea de la bobina de aluminio. |
|
2.2 Dispositivo de ajuste de la brecha de rieles de la máquina de la máquina de bobina de aluminio |
Para lograr un ajuste preciso de la brecha del riel de la línea de fragmentación de la bobina de aluminio, el equipo generalmente está equipado con un dispositivo de ajuste de brecha ferroviaria. Estos dispositivos son generalmente un número uniforme y se establecen entre el control deslizante y el marco para facilitar la aplicación de presión uniforme. Este diseño no solo mejora la conveniencia del ajuste, sino que también garantiza que la brecha entre el control deslizante y el riel guía permanezca dentro del rango ideal. |
|
2.3 Aplicación de resortes de tensión en máquinas de bobina de aluminio |
En el dispositivo de ajuste de la brecha del riñón de guía de la línea de la línea de la bobina de aluminio, el uso de resortes de tensión puede garantizar que el control deslizante esté siempre en un estado apretado durante la operación. La configuración del resorte tiene una cierta tenacidad, lo que puede absorber la vibración y la fuerza de impacto, evitar los cambios de brecha causados por el movimiento y, por lo tanto, mejorar la estabilidad del riel de la guía de la máquina de la máquina de la bobina de la bobina de aluminio. |
Los pasos específicos para ajustar la brecha delmaquinilla de bobina de aluminioGuide Rail es el siguiente:
|
3.1 Preparación de apagado |
Antes de realizar cualquier operación de ajuste, asegúrese de que la línea de la bobina de aluminio esté alimentada para evitar daños causados por un inicio accidental. |
|
3.2 Limpieza de los rieles de la guía de la máquina de brote de la bobina de aluminio |
Use herramientas de limpieza para eliminar la suciedad y los escombros de los rieles de guía de la línea de porneting de la bobina de aluminio y sus alrededores para garantizar la precisión de la medición y el ajuste. |
|
3.3 Medir la brecha entre los rieles de la máquina de la bobina de aluminio |
Use un micrómetro o una herramienta de medición de GAP para medir con precisión el espacio entre los rieles de la línea de porneting de la bobina de aluminio y verifique si está dentro del rango recomendado del fabricante. |
|
3.4 Ajuste la brecha entre los rieles de la máquina de la bobina de aluminio |
Si se encuentra que la brecha entre los rieles de la línea de la bobina de aluminio no está a la altura de los estándares, afloje los tornillos de fijación de los rieles y mueva suavemente los rieles para ajustarse. Asegúrese de mantener la presión incluso durante el proceso de ajuste para evitar el desgaste local excesivo. |
|
3.5 Rails de la máquina de brote de aluminio de aluminio. |
Después del ajuste, vuelva a colocar los tornillos de fijación de los rieles de la línea de la bobina de aluminio para garantizar que sean firmes y confiables. |
|
3.6 Vuelva a verificar y probar la máquina de brote de bobina de aluminio |
Use la herramienta de medición para verificar la brecha entre los rieles de la línea de la bobina de aluminio nuevamente para asegurarse de que se ajuste en su lugar. Luego realice una prueba de pequeña escala para observar el funcionamiento del equipo y asegúrese de que no haya anormalidades. |
Al ajustar la brecha dellínea de ranura de bobina de aluminiorieles, se debe prestar atención especial a los siguientes puntos:
|
4.1 Verifique regularmente la brecha de los rieles de la máquina de la bobina de aluminio |
El estado de la brecha de los rieles de la línea de la bobina de aluminio debe verificarse regularmente, especialmente después de la operación a largo plazo. El mantenimiento regular puede evitar efectivamente la falla del equipo. |
|
4.2 Datos de ajuste de registro de la línea de bobina de aluminio |
Después de cada ajuste, registre los datos relevantes de ajuste de la máquina de la máquina de bobina de aluminio y los pasos para el mantenimiento y la referencia posteriores. |
|
4.3 Elija las herramientas correctas para el ajuste de la línea de la bobina de aluminio |
Use las herramientas y equipos adecuados para su ajuste para garantizar la precisión de la medición y la seguridad de la operación. |
|
4.4 Siga la orientación del fabricante de la máquina de pordigas de bobina de aluminio |
Siga estrictamente el Manual de operación y la guía de mantenimiento de la línea de la bobina de la bobina de aluminio proporcionada por el fabricante para garantizar que el proceso de ajuste cumpla con los requisitos de diseño del equipo. |
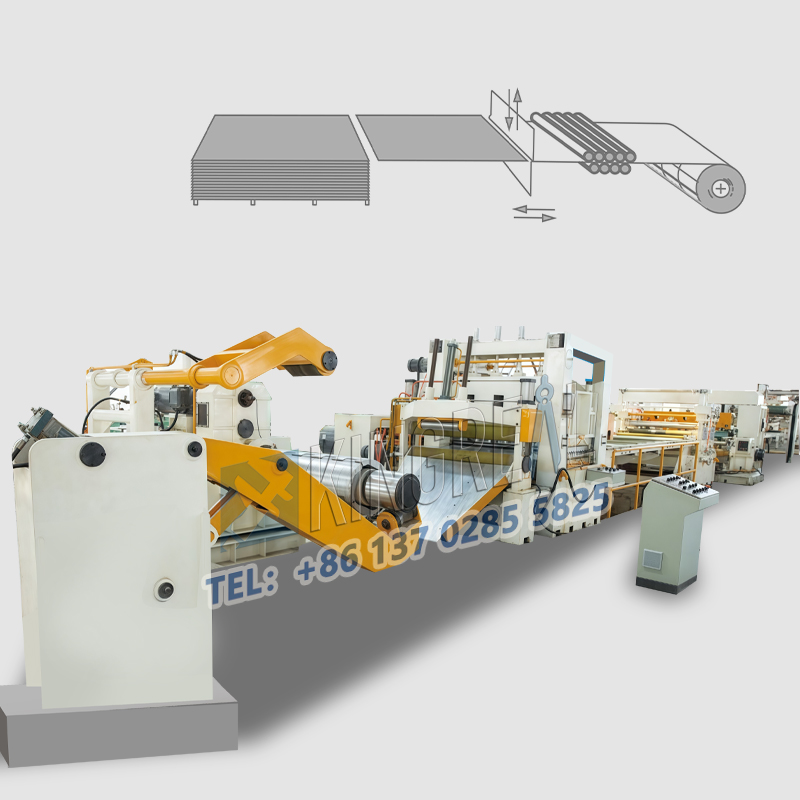
Como fabricante líder en el campo delíneas de corte de bobina de aluminio, KingReal Steel Slitter se compromete a proporcionar una máquina de porning de bobina de aluminio de alta calidad y soluciones técnicas. La línea de corte de bobina de aluminio KingReal Steel Snitter adopta conceptos de diseño avanzados y procesos de fabricación para garantizar la eficiencia y confiabilidad del equipo.
|
5.1 Máquina de deslizamiento de bobina de aluminio fabricada de alta precisión |
KingReal Steel Slitter presta especial atención a cada detalle al fabricar líneas de corte de bobina de aluminio. Todos los componentes clave utilizan tecnología de procesamiento de alta precisión para garantizar la precisión de coincidencia entre los rieles de guía y los controles deslizantes y reducir el impacto de la brecha. |
|
5.2 Selección de material avanzado para máquinas de bobina de aluminio |
KingReal Steel Slitter utiliza materiales de alta resistencia y resistentes a la ropa alta para fabricar los rieles de guía y los controles deslizantes de la línea de la línea de la bobina de aluminio, lo que mejora la durabilidad del equipo y reduce el costo de mantenimiento en la operación a largo plazo. |
|
5.3 Sistema de ajuste de la máquina de la máquina de bobina de aluminio autodesarrollado |
La línea de corte de bobina de aluminio KingReal Steel Snitter está equipada con un sistema de ajuste de brecha de riel de guía autodesarrollado. A través de un diseño preciso y una operación eficiente, los usuarios pueden ajustar fácilmente el espacio para garantizar que el equipo esté siempre en las mejores condiciones de trabajo. |
|
5.4 Servicio posterior a la presente para máquinas de bobina de aluminio |
KingReal Steel Slitter proporciona un servicio posterior integral para las líneas de corte de bobina de aluminio, que incluyen soporte técnico, mantenimiento regular y reemplazo de piezas, para garantizar que los clientes no se preocupen al usar el equipo. |
|
|
 |
 |