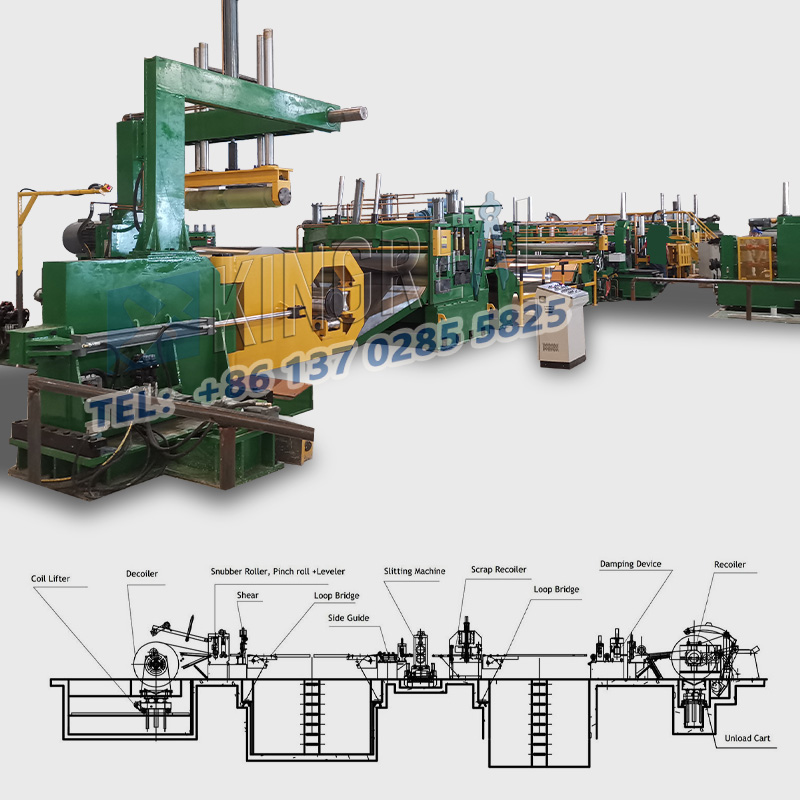
En la fabricación moderna,pescadoy las líneas de calibre y longitud, como el equipo central de las líneas de producción de procesamiento de placas de metal, se utilizan ampliamente en la fabricación de automóviles, la producción de electrodomésticos, las estructuras de acero de construcción y otros campos. Convierte grandes bobinas de metal en láminas de metal de tamaño preciso a través de una operación de colaboración multiproceso. Con los cambios continuos en la demanda del mercado, especialmente la creciente demanda de procesamiento de materiales de placas gruesas, KingReal Steel Slitter continúa innovando en el diseño y el desarrollo de máquinas de corte a longitud de servicio pesado, y se compromete a proporcionar a los clientes soluciones más eficientes y precisas.
Con más de 20 años de rica experiencia, KingReal Steel Slitter ha establecido relaciones cooperativas estrechas con muchos países como Indonesia, Malasia, Singapur, Rusia, Estados Unidos y Alemania. A través de intercambios en profundidad con clientes globales y la investigación y análisis de mercado, nuestros ingenieros descubrieron que muchos clientes tienen requisitos claros para el grosor de las bobinas que las líneas de corte a longitud pueden manejar. Estos requisitos dependen del uso final del cliente. Algunos clientes necesitan cortar bobinas de metal delgadas, mientras que otros necesitan urgentes máquinas de corte a dato a longitud que puedan manejar bobinas de metal gruesas. Sin embargo, las líneas existentes de calibre pesado a longitud aún enfrentan muchos desafíos en el diseño y la fabricación.
Después de un largo período de diseño, fabricación y operación de prueba, KingReal Steel Slitter ha lanzado una máquina de corte a longitud de servicio pesado que satisface las necesidades de los clientes, marcando nuestra innovación tecnológica en este campo.

1.1 Desafíos de diseño y fabricación
De la práctica de producción demáquinas de corte a longitud de servicio pesadoEso se ha puesto en producción en el mercado, su capacidad de producción y potencial son muy impresionantes, pero los enlaces débiles a menudo aparecen en los procesos de calefacción y acabado. Por lo tanto, al diseñar una línea de corte de calibre pesado a longitud, los ingenieros de deslizamiento de acero KingReal deben asegurarse de que la capacidad de los talleres de calefacción y acabado pueda cumplir con los requisitos de la máquina de corte a longitud de servicio pesado.
El diseño de la línea de corte a longitud de calibre pesado debe cumplir con los siguientes requisitos:
Capacidad de capacidad de producción: el diseño debe asegurarse de que sea compatible con la capacidad de producción de la máquina de corte a longitud de servicio pesado.
Selección de la fuerza de corte: la fuerza de corte debe quedarse con un excedente para satisfacer las necesidades de cortar bobinas de mayor espesor en el futuro.
Calidad y precisión de corte: debe cumplir con los requisitos de la calidad de cizallamiento de placas grueso y la precisión dimensional de la placa de acero.
Requisitos de control de automatización: en términos de diseño, selección de equipos y estructura de la línea de corte a longitud de calibre pesado, se deben cumplir los requisitos de control de automatización.
Capacidad de producción excedente: reserva de capacidad de producción excedente para hacer frente a la expansión futura de la capacidad de producción y la gama de productos.

1.2 Factores que afectan la resistencia a la cizalla de la unidad
En la operación demáquinas de corte a longitud de servicio pesado,múltiples factores afectan la resistencia de corte de la unidad, incluida:
1. Propiedades de metal
Cuanto mayor sea el límite de resistencia del material metálico, mayor es la resistencia al corte y menor es la plasticidad. Esto significa que cuanto más pequeña sea la profundidad de penetración relativa durante el cizallamiento, cuanto antes ocurrirá la fractura metálica. Por lo tanto, la resistencia de corte de la unidad está estrechamente relacionada con la resistencia y la plasticidad del metal.
2. Temperatura de cizallamiento
La temperatura de cizallamiento alta o baja también afectará directamente la resistencia de corte de la unidad. Cuanto mayor sea la temperatura, más pequeña es la resistencia de corte de la unidad y la profundidad de penetración relativa correspondiente durante el corte es mayor. Esto es de gran importancia para el diseño y la operación de las líneas de corte de calibre pesado a longitud.
3. Profundidad de deformación
Durante el cizallamiento en caliente, la resistencia de corte de la unidad aumenta con el aumento de la velocidad de deformación. En el caso de la cizallamiento en frío, el efecto de la velocidad de corte en la resistencia de la unidad de corte es relativamente pequeño y generalmente se puede ignorar.
4. Liquidación lateral de la cuchilla de corte
El tamaño del espacio libre lateral de la cuchilla de corte afectará la condición de estrés durante el corte. Cuando el aclaramiento lateral aumenta gradualmente, la condición de estrés ocurrirá en secuencia de compresión → cizallamiento → flexión. La selección y el mantenimiento razonable del tamaño del espacio libre lateral de la cuchilla de corte son cruciales para el uso correcto de la máquina de corte a longitud de servicio pesado. Los experimentos muestran que a medida que aumenta la eliminación lateral relativa de la cuchilla de corte, la resistencia de corte de la unidad disminuye y aumenta la profundidad de penetración relativa correspondiente a la fractura.

1.3 Enfriamiento de la cama de enfriamiento
En la producción de lahLínea de calibre Eevy de longitud de corte,El enfriamiento de la cama de enfriamiento también es un enlace importante. Después de que la placa de acero en rineza caliente está marcada por el dispositivo de marcado de placa de acero caliente, ingresa a la cama de enfriamiento de la viga. En este momento, la temperatura de la placa de acero es generalmente alrededor de 600-700 ℃, y la temperatura de la placa extra espesa puede alcanzar más de 850 ℃.
En la cama de enfriamiento, la logística de las placas de acero con un grosor de 5-150 mm se dividirá en las siguientes direcciones de flujo:
Cama de enfriamiento de placas extra gruesa: placas de acero con un grosor superior a 50 mm Entra en el lecho de enfriamiento No.3 para enfriar, y luego se envían al área de procesamiento de placa extra espesa, se cortan a tamaño con una máquina de corte de llama y finalmente se almacenan.
Cama de enfriamiento ordinaria: placas de acero con un grosor de menos de 50 mm Ingrese camas de enfriamiento No.1 y No.2 para enfriar. Debido a las diferentes configuraciones de las dos camas de enfriamiento, para mejorar la tasa de utilización de las camas de enfriamiento, se deben enfriar las placas de acero más gruesas para enfriarse en la cama de enfriamiento número 1 tanto como sea posible.
En la cama de enfriamiento, las placas de acero se descargan por pieza, generalmente en forma de 1 fila o múltiples filas (hasta 4 filas). El espacio lateral en la cama de enfriamiento es generalmente de 100-300 mm; Para el lecho de enfriamiento de placas extra espesas, el espacio de descarga de las placas de acero debe aumentarse gradualmente con el aumento del grosor, para controlar el peso de la carga de la unidad dentro del límite permitido por el lecho de enfriamiento.

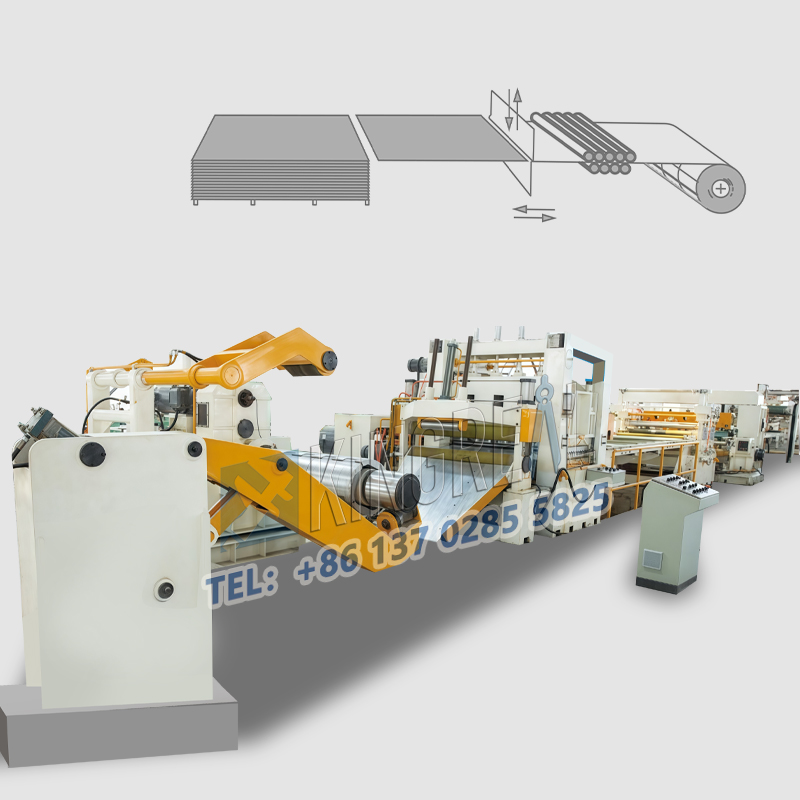
KingReal Steel Slitterlínea de corte de calibre pesado a longitudTiene muchas características significativas que lo hacen destacar en el mercado:
(1) Adaptabilidad del grosor versátil
Capaz de procesar bobinas de metal dentro de los parámetros de espesor de 6-20 mm, este sistema aborda diversos requisitos industriales a través de sus capacidades flexibles de manejo de materiales.
(2) Arquitectura de cizallamiento de alta eficiencia
Equipado con tecnología avanzada de cizallamiento volador, el sistema funciona continuamente a velocidades máximas de 80 m/min, elevando sustancialmente las tasas de rendimiento mientras se mantiene la integridad del material.
(3) Integración de automatización inteligente
La arquitectura de control completa basada en PLC garantiza la confiabilidad operativa y la consistencia del proceso, reduciendo significativamente los errores de factor humano a través de la gestión automatizada del flujo de trabajo.
(4) Protocolo de medición de precisión
El sistema integrado de monitoreo en tiempo real verifica y muestra dimensiones de corte y recuentos de lotes, garantizando una precisión dimensional de ± 0.1 mm en los ciclos de producción.
(5) Protocolos de seguridad integrales
Mecanismos de seguridad duales, incluida la activación de parada de emergencia y los sistemas de alarma de varias etapas, aseguran las operaciones que cumplen con OSHA al tiempo que minimizan los incidentes del lugar de trabajo.
(6) Solución sensible al mercado
En el contexto de las crecientes demandas de materiales de metal con precisión, KingReal Steel Slitter, el equipo de I + D ha diseñado una línea de calibre pesada a longitud líder en la industria que sinergia la excelencia técnica con la viabilidad comercial. Nuestra solución demuestra ROI medible a través de:
|
Mejora del 30% de la productividad a través del diseño de operaciones continuas |
|
Reducción de costos operativos del 25% del control de calidad automatizado |
|
99.8% de confiabilidad del proceso lograda a través de sistemas de seguridad redundantes |
 |
 |
 |
Como pioneros en soluciones de procesamiento de metales, mantenemos nuestra primacía de la industria a través de:
✓ actualizaciones del sistema hidráulico bianual
✓ Integración de mantenimiento predictivo impulsado por la IA
✓ Módulos de parámetros personalizables para aplicaciones de nicho
Para consultas técnicas o consultas de configuración personalizadas, nuestro equipo de ingeniería está listo para demostrar cómo KingReal Steel Slittermáquinas de corte a longitud de servicio pesadopuede optimizar su matriz de producción. Contáctenos para programar una presentación técnica de profundidad y descubrir ventajas competitivas adaptadas a sus operaciones de metalurgia.