Línea de corte enrollado en calientees un importante equipo de producción ampliamente utilizado en la industria de procesamiento de metales. Su función principal es cortar una bobina de metal en caliente más ancha en múltiples tiras del ancho requerido a lo largo de la dirección de longitud. Estas tiras generalmente se usan en procesos posteriores de rodamiento, blaning, flexión de frío y estampado, y se convierten en materiales básicos para varios productos industriales. Este artículo introducirá el flujo de trabajo, los parámetros técnicos, los problemas operativos comunes y las soluciones de la máquina de cortar en caliente en detalle. Si necesita obtener más parámetros o información de video, ¡bienvenido para consultar a KingReal Steel Slitter!

Las placas enrolladas calientes son placas de acero o tiras que se enrollan después del calentamiento. Sus principales ventajas incluyen:
Alta tenacidad: las placas enrolladas en caliente se procesan a altas temperaturas, lo que puede eliminar algo de estrés interno y mejorar la dureza del material.
Rentabilidad: en comparación con las placas enrolladas en frío, las placas en caliente tienen costos de producción más bajos y son adecuados para la producción a gran escala.
Alta eficiencia de producción: las máquinas de corte enrolladas en caliente pueden cortar de manera rápida y eficiente las bobinas grandes en el ancho requerido para adaptarse a los cambios en la demanda del mercado.
Debido a estas características, las placas en caliente se han utilizado ampliamente en estructuras de edificios, fabricación de maquinaria pesada y otros campos.
|
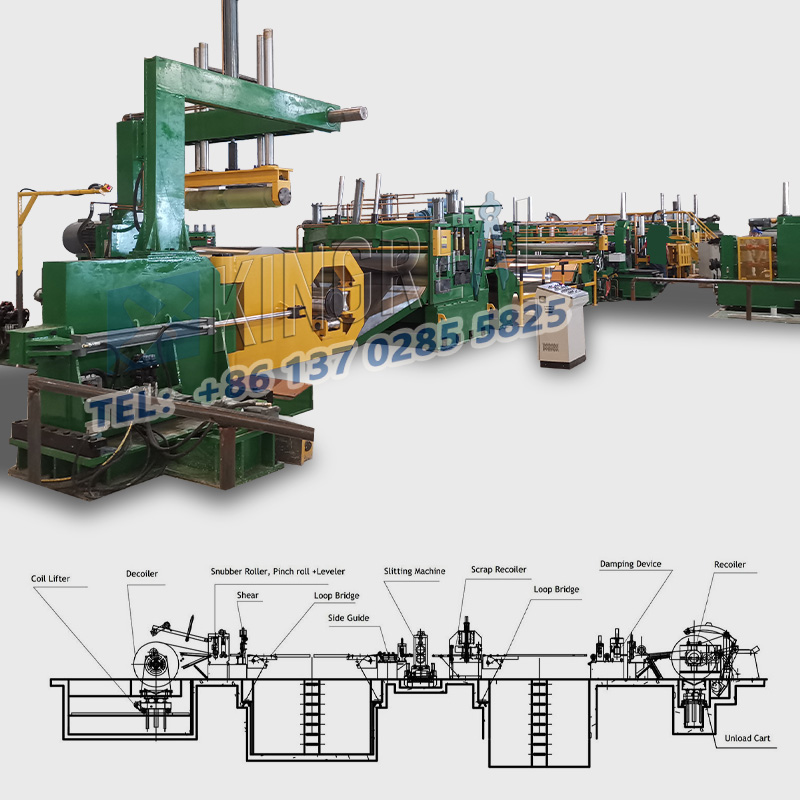
Cargando paralínea de corte enrollado en caliente: El operador alimenta la bobina enrollada en caliente en el mandril del datailer. Descopilación de la máquina de cortar enrollado en caliente: el desacoplador desenrolla la bobina principal y alimenta el acero en el cabezal de la franja. Panga para la línea de corte enrollado en caliente: en la cabeza de la punta, el acero se corta en múltiples tiras estrechas por una cuchilla giratoria. Inspección para la máquina de cortar en caliente: el operador inspecciona cada hilo para garantizar que el ancho de la especificación y la condición de borde cumplan con los requisitos. Alivio del estrés para la línea de corte enrollado en caliente: los hilos pasan a través de los pozos anulares para eliminar el estrés del material después de la reducción y garantizar el rebobinado sin doblar. Bundling and Packaging: paquete y empaquete cada hilo de acuerdo con los requisitos del cliente. |
 |
Modelo
Modeloo 1
Modeloo 2
Modeloo 3
Modeloo 4
Bobina original
Plato en caliente
Plato en caliente
Plato en caliente
Plato en caliente
Espesor del material
0.8 mm-6.0 mm
0.8 mm-6.0 mm
2.0 mm-12.0 mm
3.0 mm-16.0 mm
Ancho de material
1600 mm (máximo)
1800 mm (Max)
2000 mm (Max)
2200 mm (máximo)
Peso de la bobina
30ton (máximo)
30ton (máximo)
30ton (máximo)
30ton (máximo)
Precisión de ancho
± 0.15 mm
± 0.15 mm
± 0.2 mm
± 0.3 mm
Velocidad de la unidad
120m/min (Max)
120m/min (Max)
80m/min (Max)
60m/min (Max)
|
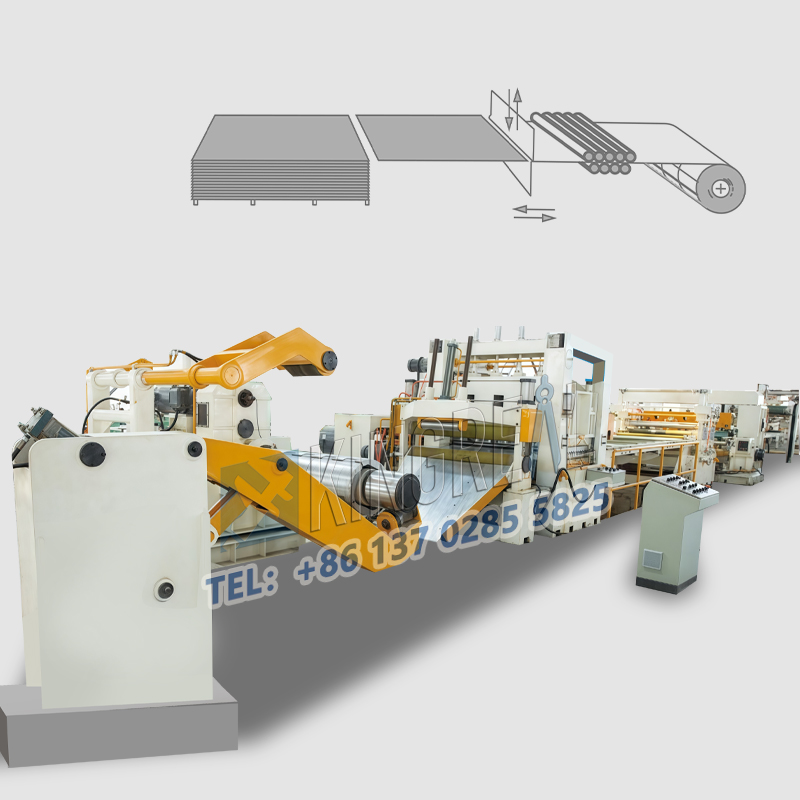
① Máquina de corte enrollado en caliente con capacidad de reducción de alta eficiencia Una característica notable demáquina de cortar en calientees que puede cortar hasta 40 tiras estrechas al mismo tiempo. Esta función satisface enormemente las necesidades de los clientes para la producción a gran escala. Con la aceleración de la industrialización, la demanda del mercado de tiras de metal está creciendo, especialmente en industrias como la construcción, la fabricación de automóviles y los electrodomésticos. La alta capacidad de deslizamiento de la línea de corte enrollado en caliente permite a los fabricantes proporcionar una gran cantidad de productos calificados en poco tiempo, mejorando así la eficiencia de producción y reduciendo los costos unitarios. |
 |
|
Máquina de corte enrollado en caliente La línea de corte enrollado en caliente adopta un diseño totalmente automatizado y está equipado con un sistema de control avanzado para lograr una operación de alta velocidad. La velocidad de producción máxima puede alcanzar 120 m/min, lo que significa que se pueden procesar más materiales por unidad de tiempo, mejorando aún más la eficiencia de producción. El diseño totalmente automatizado no solo reduce la necesidad de una intervención manual, sino que también reduce la posibilidad de errores operativos humanos y mejora la consistencia y calidad del producto. El sistema de control automatizado de la línea de corte enrollado en caliente puede monitorear el proceso de producción en tiempo real y ajustar los parámetros a tiempo para satisfacer las necesidades de diferentes materiales y espesores. |
 |
|
③ Máquina de corte enrollada en caliente Para satisfacer mejor las necesidades de los clientes, la fragmentación de acero KingReal proporcionaS Soluciones personalizadas de línea de corte enrollada en caliente. Según los dibujos proporcionados por los clientes y las necesidades de producción reales, KingReal Steel Slitter puede diseñar diferentes soluciones de fabricación de máquinas de corte enrollado en caliente para garantizar la eficiencia y suavidad del proceso de producción para los clientes. Las máquinas de corte enrolladas en caliente de KingReal Steel Snitter se dividen en tres tipos principales para adaptarse a bobinas de diferentes espesores: Máquina de corte de calibre de luz: especializado en bobinas de procesamiento con un grosor de 0.2 mm a 3 mm. Máquina de corte de calibre medio: adecuado para bobinas con un grosor de 3 mm a 6 mm. Máquina de corte de calibre pesado: capaz de procesar bobinas con un grosor de 6 mm a 16 mm. |
 |
Ellínea de corte enrollado en calientepuede producir flexión lateral durante el proceso de corte. Puede ser causado por las siguientes razones:
1. Flexión de materias primas:
La tensión de la placa de acero no se elimina por completo durante el proceso de rodadura. Después del cizallamiento longitudinal, el estrés se libera y la placa se dobla. Cuando el estrés en el medio de la placa se libera a ambos lados, la placa se dobla hacia afuera; Cuando el estrés en ambos lados de la placa se libera al medio, la placa se dobla al medio.
2. Flexión debido a las rebabas:
Las rebabas son mayores debido al ajuste inadecuado de la brecha de la cuchilla durante el cizallamiento longitudinal. Al rodar, las rebabas en el borde son equivalentes a un espesor de placa más grande, lo que hace que el borde se estire y se dobla.
3. Flexión debido a espacios desiguales entre las cuchillas superior e inferior:
Cuando los espacios izquierdo y derecho son más grandes, la sangría de la parte de corte también es más grande, y el lado con un espacio más pequeño que los espacios izquierdo y derecho tiene un estiramiento más grande, por lo que se dobla.
4. Flexión causada por tensión desigual:
Al rodar, se debe aplicar la misma tensión al ancho completo de la placa de acero. Si la tensión se concentra en un lado, se producirá flexión.
5. flexión causada por el movimiento rápido del dispositivo de corrección de desviación:
Durante el procesamiento, si la velocidad de la corrección de desviación es demasiado rápida, el lado en contacto con la corrección de desviación se extenderá parcialmente y se doblará.
Si el material de la hoja se dobla después del cizallamiento longitudinal, afectará seriamente la calidad del enrollamiento de la hoja, por lo que debe eliminarse. Se debe prestar atención a las razones como el rodamiento de la hoja, el ajuste del equipo y el método de operación.