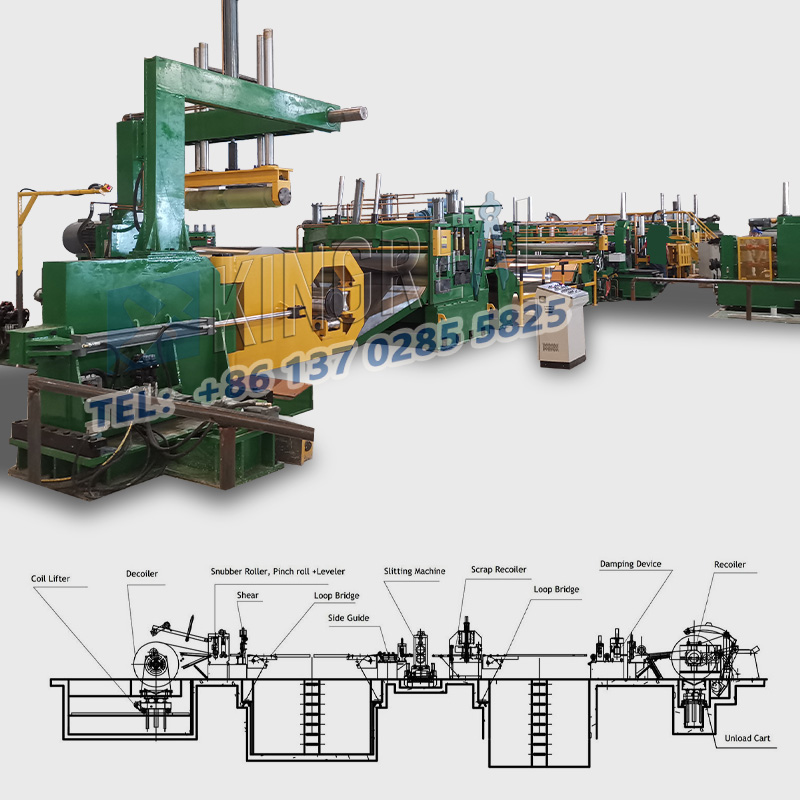
(I) Calibración delínea de corte de calibre pesado a longitudComponentes centrales
Precisión del rodillo de alimentación:
Verifique regularmente el paralelismo de la superficie del rodillo, el error debe controlarse dentro de ≤0.05 mm/m, y use un medidor de sensor para medir la brecha entre la superficie del rodillo y la superficie de la placa. Si el desgaste excede 0.1 mm, debe ser molido o reemplazado; Use un interferómetro láser para calibrar el codificador del servomotor, y la precisión del posicionamiento de la alimentación debe ser ≤+0.1 mm durante el corte de alta velocidad.
Calibración de cuchilla de tijera:
El paralelismo de las cuchillas superiores e inferiores debe mantenerse a 0.02-0.05 mm, que puede detectarse mediante indicador de medidor e indicador: la brecha entre las cuchillas se ajusta según el grosor de la placa, por ejemplo, la brecha entre placas delgadas (≤2mm) es 0.01-0.03 mm, y el espacio entre las placas y el grosor (2-6 mm) es 0.03-0.03 mm;
El error de verticalidad de la cuchilla es ≤0.03 mm/100 mm. Si excede la tolerancia, la verticalidad del soporte de la herramienta debe ajustarse por la cuña.
(Ii) Mantenimiento diario de la máquina de corte de calibre pesado a la longitud
Sistema de lubricación para la línea de corte a longitud de corte pesado: verifique el nivel de aceite de la caja de cambios cada semana, controle la temperatura del aceite del sistema de presión de onda a 40-60 ℃ y aplique un fluido especial de corte con una viscosidad de 32-46cst al riel guía todos los días.
Sistema eléctrico para máquina de corte a longitud de calibre pesado: limpie el codificador, la regla de rejilla y otros sensores con alcohol cada trimestre, y reemplace el cepillo de carbono del motor cuando se usa más de 1/3; Piezas de fijación: vuelva a verificar regularmente la tOrque del soporte de herramientas y los pernos del mecanismo de alimentación, por ejemplo, el par del perno M12 debe mantenerse a 80-100n · m.

(I) Velocidad de corte y velocidad de alimentación coincidente
Las velocidades de las placas de diferentes materiales y espesores deben ajustarse en consecuencia: placas de acero en frío (0.5-3 mm) velocidad de corte 30-80 m/min, velocidad de alimentación 25-70 m/min, se debe encender el sistema de enfriamiento durante el corte de alta velocidad; Placas de acero inoxidable (1-5 mm) Velocidad de corte 15-40 m/min, velocidad de alimentación 10-35m/min, y la cuchilla debe estar recubierta con recubrimiento de estaño; Placas de aleación de aluminio (0.8-4 mm) Velocidad de corte 40-100m/min, velocidad de alimentación 35-90m/min, se usa lubricación de fluido de corte de pulverización.
(II) Blade Angle and Pressing Force Setting Blade Angle: Shear angle (upper and lower blade angle) is adjusted according to the characteristics of the plate, 5-8" for thin plates, 8-12" for medium and thick plates, 12-15" for hard materials such as high-strength steel; back angle (blade back face inclination angle) is generally set at 3-5°, and the angle must be kept consistent during regrinding. Pressing force: adjusted according to the thickness de la placa, 2-3kn para una placa de 1 mm, 2-3kn para una placa de 3 mm 5-7kn, monitoreo en tiempo real a través del sensor de presión, la presión insuficiente puede causar fácilmente la deformación de la placa.

(I) Estándares de aceptación para bobinas/placas
Planitud: flexión del lado de la placa de acero ≤1 mm/m, onda ≤3 mm/2m, fuera de tolerancia debe nivelarse antes de cortar:
Desviación de dureza: diferencia de dureza de las placas en el mismo lote ≤15HB, inspección aleatoria con probador de dureza de rockwell, la dureza desigual conducirá a un desgaste inconsistente de la cuchilla.
(Ii) Pretratamiento en blanco
Limpieza de la superficie: eliminar las manchas de aceite y la escala de óxido (se puede limpiar con acetona o pulido mecánicamente), las impurezas residuales agravarán el desgaste de la cuchilla; Tensión de relajación de la bobina: ajuste según el espesor, la tensión de la placa de 0.5 mm 50-80N/mm, la placa de 2 mm 150-200N/mm, la tensión insuficiente puede causar fácilmente el deslizamiento de alimentación.

(I) Puntos de entrenamiento previo al trabajo paralínea de corte de calibre pesado a longitud
Práctica de ajuste de parámetros: aprenda a comprender las reglas de juego de "presión de velocidad de velocidad" de diferentes materiales, por ejemplo, al cortar acero inoxidable de 3 mm, el espacio de la cuchilla 0.05 mm, presionando la fuerza 6kn; Aprenda a utilizar sistemas de configuración de herramientas automáticas como instrumentos de configuración de herramientas láser, precisión de configuración de herramientas ≤0.02 mm.
Capacidad de juicio anormal para la máquina de corte de calibre pesado a la longitud: detenga la línea de corte de calibre pesado a longitud inmediatamente para verificar el borde de la cuchilla al escuchar el ruido anormal como la colisión de la cuchilla; Cuando la rebaba en la superficie de corte excede 0.1 mm, juzga si se trata de desgaste de la cuchilla o un espacio demasiado grande.
(ii) Estandarización del proceso de operación para la máquina de corte de calibre pesado a la longitud
Precalecimiento de arranque: ejecute vacío durante 10-15 minutos para hacer la fluctuación de temperatura del mismo sistema de servicio ≤2 ℃ y alcanzar la estabilidad térmica;
Primera pieza tres inspecciones: después de cortar la primera pieza, use una pinza Vernier con una precisión de 0.02 mm para medir el tamaño, un indicador de dial para detectar planitud y verificar visualmente las rebabas.

(i) Medios de detección en línea paralínea de corte de calibre pesado a longitud
El sensor fotoeléctrico monitorea la longitud de alimentación en tiempo real y se alarma automáticamente cuando la desviación excede ± 0.3 mm: el termómetro infrarrojo monitorea la temperatura de la cuchilla e inicia el enfriamiento de agua o el enfriamiento de aire forzado cuando excede los 120 ℃ c.
(ii) Estándar de muestreo fuera de línea para la máquina de corte de calibre pesado a longitud
Tamaño de longitud: error permitido Cuando ≤1000 mm ± 0.5 mm, use un calibrador vernier para verificar aleatoriamente 1 pieza por cada 50 piezas; Desviación diagonal: 1000 mmx1000 mm Desviación permitida ≤1 mm, use una cinta métrica de acero con una regla cuadrada para verificar aleatoriamente el 5% de cada lote: altura de los rebabas: placa delgada ≤0.05 mm, use un microscopio (aumento 50 veces) para verificar las primeras y las últimas piezas de cada cambio: verticalidad de la superficie de corte: Desviación permitida ≤0.5 °, un ángulo de ángulo a un ángulo de la caña de los ángulos.
(Iii) Soluciones a problemas de calidad comunes para la línea de corte de calibre pesado a longitud
Tamaño fuera de la tolerancia: si el rodillo de alimentación se desliza, ajuste la tensión o reemplace el rodillo desgastado; Si el codificador del servomotor falla, use un osciloscopio para detectar la señal de pulso y reemplazar las partes dañadas.
El corte de la superficie de corte excede el estándar: cuando el radio del borde de la cuchilla es> 0.03 mm, debe ser regredido a ≤0.01 mm; Retrase la brecha de la cuchilla al valor estándar.

Taller Temperatura y humedad: la temperatura se controla a 15-30 ℃, humedad ≤60% HR, evite la oxidación de la placa debido al entorno húmedo;
Medidas antisísmicas: vertiendo concreto con un grosor de ≥300 mm para la base del equipo, lejos de fuentes de vibración como prensas de punzonamiento (aceleración de vibración ≤0.5g); Interlámetro de seguridad: tiempo de respuesta del botón de parada de emergencia ≤0.5 segundos, elmáquina de corte de calibre pesado a longitudSe apaga automáticamente cuando se enciende la protección.