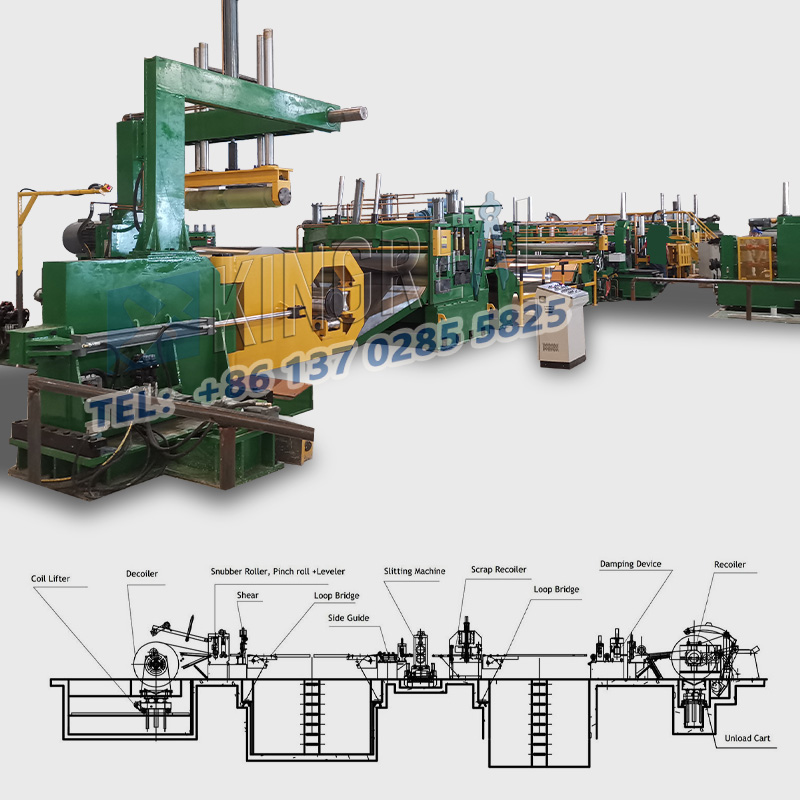
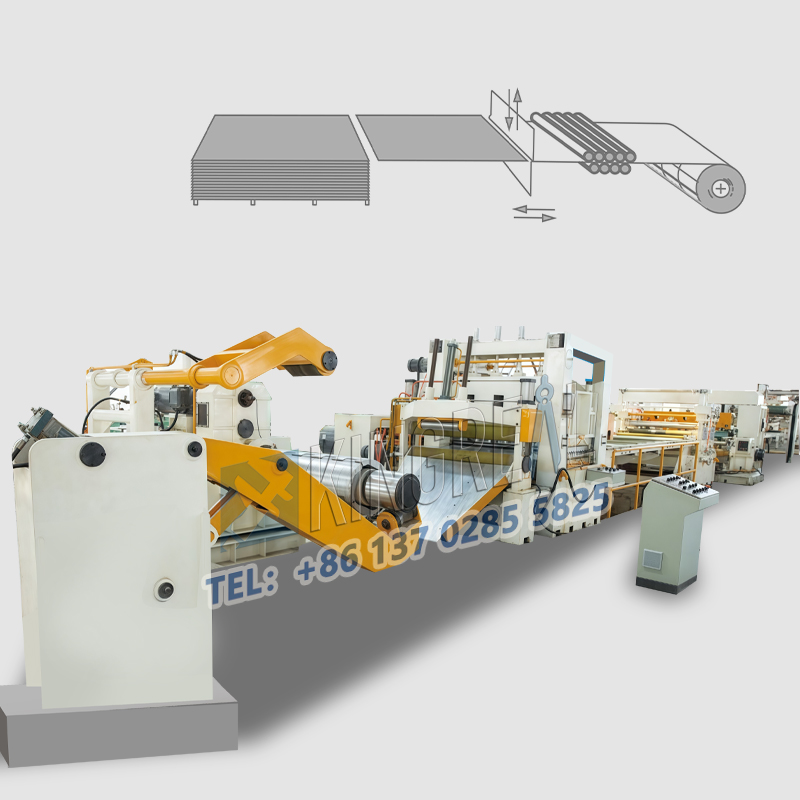
Líneas de acero inoxidable a longitudse utilizan ampliamente en la industria de metalurgia para el cizallamiento de precisión de varias bobinas de metal, que incluyen acero, acero inoxidable, aluminio, hierro, rodado en frío, en caliente y PPGI.
A pesar de su excelente rendimiento en la producción, las máquinas de corte a longitud de acero inoxidable aún pueden experimentar la desviación de corte durante la operación.
Este artículo profundizará en la desviación de corte de problemas en las líneas de corte de acero inoxidable a longitud desde tres perspectivas: estructura mecánica, programa de control y parámetros, y compatibilidad con material y proceso.

(1) Desgaste del componente de accionamiento
Enmáquinas de corte de acero inoxidable a longitudEl desgaste de los componentes de la unidad es una causa común de desviación de corte.
Los engranajes, las ruedas dentadas y otros componentes de la unidad que han estado en funcionamiento durante mucho tiempo pueden desgastarse, lo que resulta en una precisión de alimentación reducida y, en consecuencia, afectó las dimensiones de corte.
Síntomas de falla de línea de corte a longitud de acero inoxidable: por ejemplo, en una fábrica de piezas automotrices, los engranajes de accionamiento de una máquina de corte a longitud de acero inoxidable experimentaron un desgaste del 30%. Cuando cortaba continuamente las placas de acero de 5 mm de espesor, la fluctuación dimensional alcanzó 0.3 mm, excediendo el rango aceptable de ± 0.2 mm.
Solución: Para abordar este problema, se recomienda la inspección regular de los componentes de la unidad. Si el desgaste del diente de engranajes excede el 15% o el alargamiento de la cadena excede el 2%, deben reemplazarse rápidamente.
Simultáneamente, la relación de transmisión debe calibrarse para restaurar la precisión de la transmisión mecánica. Esta medida puede mejorar significativamente la estabilidad y la precisión de la corte.
(2) Liquidación del ferrocarril de la guía de herramientas
El aumento de la eliminación entre el portátil de la herramienta y el riel guía también es un factor significativo que contribuye a la desviación de corte. Con el tiempo, el riel de la guía del soporte de herramientas se lleva a cabo debido al movimiento recíproco prolongado, y esta autorización puede aumentar, lo que afecta la estabilidad del soporte de herramientas.
Síntomas de falla de la línea de corte a longitud de acero inoxidable: en circunstancias normales, el espacio libre entre el soporte de herramientas y el riel guía debe ser inferior a 0.05 mm. El espacio libre excesivo puede hacer que el soporte de la herramienta se tambalee durante el corte, lo que resulta en fluctuaciones en el tamaño de la hoja de corte.
Solución: use un medidor de sensores para verificar la autorización. Si excede el valor estándar, ajuste el inserto del riel de guía o reemplace el control deslizante del riel de guía dañado. Una fábrica de hardware redujo la desviación de corte de 0.25 mm a 0.08 mm después de este ajuste, lo que demuestra la efectividad de este ajuste.
(1) Errores lógicos del programa
Enmáquina de corte de acero inoxidable a longitudLas operaciones, los errores lógicos del programa PLC también son una causa común de desviación de corte. El tiempo desordenado de las instrucciones de alimentación y corte en el programa puede activar el corte antes de que el material se alimente por completo, lo que resulta en la reducción.
Manifestaciones de falla de línea de corte a longitud de acero inoxidable: por ejemplo, en algunos casos, el corte comienza antes de que el material se alimente por completo, lo que afecta directamente la precisión de corte.
Solución: se recomienda utilizar el diagnóstico del programa para monitorear el estado de los puntos de E/S y reorganizar la lógica de "retraso de alimentación". Además, agregue instrucciones de verificación de retraso para garantizar la precisión de la secuencia de acción. Esta optimización mejorará significativamente la estabilidad operativa de la máquina de corte de acero inoxidable a la longitud.
(2) Configuración de parámetros inexactos
La configuración de parámetros inexactos también es un factor significativo que afecta la precisión de corte de las líneas de corte de acero inoxidable a longitud. Los parámetros incorrectos de la longitud de alimentación o las velocidades de corte y alimento no coincidentes pueden conducir a desviaciones acumulativas.
Síntomas de la falla de la máquina de corte de acero inoxidable a longitud: por ejemplo, si la longitud de la alimentación se establece en 100 mm pero la longitud real de alimentación es de 99.5 mm, la operación a largo plazo dará como resultado una desviación dimensional significativa.
Solución: Recalibre el recuento de pulsos de alimentación (el número de pulsos por milímetro) y ajuste la velocidad de corte en función del grosor y el material de la placa. Para placas gruesas, se recomienda establecer la velocidad de corte en no más de 30 veces/minuto, mientras que para placas delgadas, puede alcanzar 60 veces/minuto.
Después de corregir los parámetros, una planta de procesamiento de acero inoxidable logró una desviación acumulativa de menos de 0.1 mm para una placa de 10 metros de largo, lo que demuestra la importancia de la corrección de los parámetros.
(1) Estrés de placa desigual
Al cortar placas de acero inoxidable, el estrés desigual puede causar backback después del corte, afectando la estabilidad dimensional final.
Síntomas de falla de la línea de corte a longitud de acero inoxidable: por ejemplo, la tasa de retroceso de la placa enrollada en frío puede ser tan alta como 1-2%, lo que puede causar contracción dimensional después del corte.
Solución: se recomienda realizar alivio de estrés en la chapa, como la nivelación o el envejecimiento, o compensar el springback en el programa (establecer un valor de compensación de 0.1-0.3 mm dependiendo del material). Después de la compensación, una lámina de rodillos en frío logró una desviación de la dimensión de corte de ≤0.1 mm, asegurando la precisión de corte.
(2) Fluctuación de tensión de alimentación
La estabilidad de la tensión de alimentación afecta directamente la precisión de corte. Si la tensión del rodillo de alimentación es inestable, la chapa puede deslizarse o arrugarse durante la alimentación, lo que resulta en dimensiones de corte no controladas.
Síntomas de la falla de la línea de corte a longitud de acero inoxidable: la falla del control de la tensión puede conducir a una alimentación desigual, lo que a su vez afecta la calidad de corte.
Solución: se recomienda inspeccionar el sistema de control de tensión. Los tensores neumáticos requieren reemplazo de sello, mientras que los tensores hidráulicos requieren calibración del sensor de presión. Después de los ajustes, un molino de acero redujo la fluctuación de tensión de ± 5% a ± 1%, mejorando efectivamente la precisión de corte.
 |
 |
 |
En la operación demáquinas de corte de acero inoxidable a longitud, la desviación de corte a menudo es causada por una combinación de factores. Una investigación integral que se centra en la estructura mecánica, los programas de control y los parámetros, y la compatibilidad de materiales y procesos puede identificar efectivamente problemas e implementar reparaciones dirigidas.
Al mantener regularmente los componentes de transmisión, optimizar la lógica del programa, ajustar con precisión los parámetros y adaptarse a las características del material, los fabricantes pueden minimizar las desviaciones de corte y cumplir con los estrictos requisitos de precisión de las industrias como las piezas automotrices y el hardware.
Solo mejorando continuamente cada aspecto de una línea de corte de acero inoxidable a longitud puede ser victorioso en el mercado ferozmente competitivo.
Esperamos que el análisis y las sugerencias en este artículo proporcionen estrategias y soluciones de solución de problemas efectivas para las industrias relacionadas.