Máquinas cortadoras de metalesse utilizan para producir tiras estrechas que cumplen con los requisitos del cliente a partir de bobinas metálicas como acero inoxidable, acero, aluminio, cobre, laminadas en caliente, laminadas en frío y PPGI mediante procesos como desenrollado, corte y retroceso. Estas líneas de corte longitudinal de metal se aplican ampliamente en el campo del procesamiento de metales. Como eslabón clave en el procesamiento fino de bobinas de metal, la máquina cortadora de metal conecta las materias primas con la producción de productos terminados posteriores. Entre ellos, la demanda de líneas de corte longitudinal de metal en campos como piezas de automóviles, carcasas de electrodomésticos y fabricación de tuberías es particularmente fuerte.
Por lo tanto, comprender las líneas de corte longitudinal de metal y los procesos de corte puede ayudar a las empresas a optimizar los procedimientos de producción, reducir el desperdicio de material, mejorar la precisión del producto y sentar las bases para una producción eficiente posterior. En este artículo, KINGREAL STEEL SLITTER presentará los conocimientos clave sobre las máquinas cortadoras de metales y los procesos de corte a partir de cinco consejos para todos.

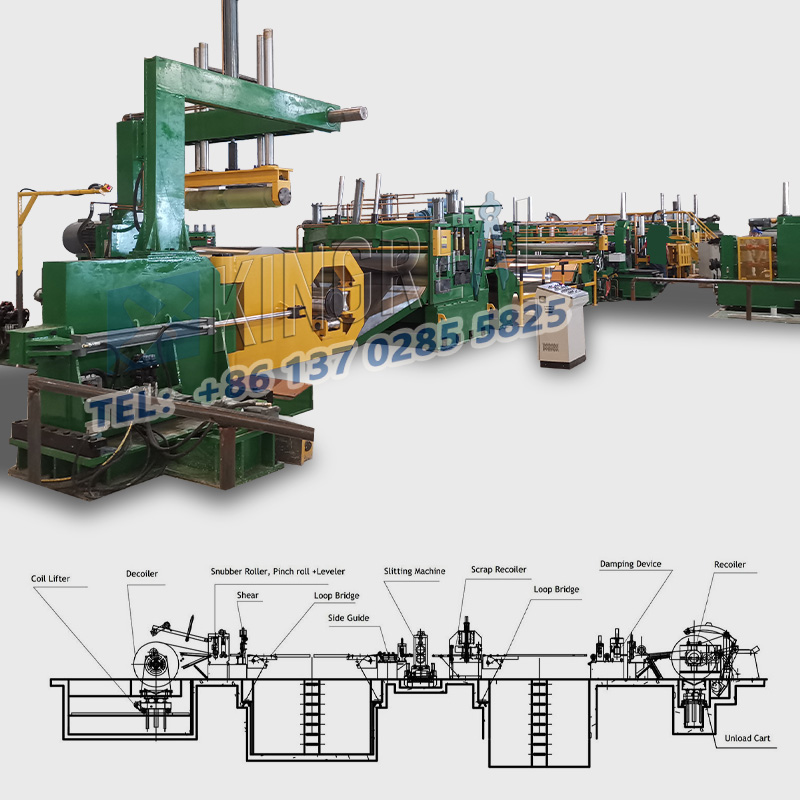
- Unidad de desenrollado para línea de corte longitudinal de metal.
El desenrollador se utiliza para liberar de manera estable bobinas metálicas, como tiras de acero y tiras de aluminio, evitando que las bobinas se desvíen o tengan una tensión desigual. Generalmente, el desbobinador equipado con una máquina cortadora de metal incluye un eje de soporte de bobina y un sistema de control de tensión. Algunas máquinas cortadoras de metal también están equipadas con un dispositivo de centrado automático para adaptarse a bobinas de metal de diferentes anchos/espesores.
- Unidad de guía y nivelación para línea de corte longitudinal de metal.
Equipando ellínea de corte longitudinal de metalPor lo tanto, comprender las líneas de corte longitudinal de metal y los procesos de corte puede ayudar a las empresas a optimizar los procedimientos de producción, reducir el desperdicio de material, mejorar la precisión del producto y sentar las bases para una producción eficiente posterior. En este artículo, KINGREAL STEEL SLITTER presentará los conocimientos clave sobre las máquinas cortadoras de metales y los procesos de corte a partir de cinco consejos para todos.
- Cortadora para línea de corte longitudinal de metal.
con unidad de guía y nivelación tiene como objetivo corregir la flexión y arrugas de la bobina durante el transporte, asegurando que la bobina entre en la etapa de corte longitudinal en un estado plano y reduciendo los errores de corte posteriores. Además, el efecto de nivelación afectará directamente la planitud de la tabla de corte final, evitando bordes de corte ásperos causados por las irregularidades de la bobina.
- Unidad de bobinado para máquina cortadora de metal.
Las estrechas tiras de metal después del corte se enrollan cuidadosamente en rollos para facilitar el posterior almacenamiento, transporte o entrada directa al siguiente procedimiento de procesamiento (como estampado, doblado). La tensión de bobinado debe coincidir con la velocidad de corte para evitar que la tira se estire, se deforme o se afloje durante el bobinado, asegurando la estanqueidad del material en rollo terminado.
Paso 1: Inspección de bobinas y configuración de parámetros para línea de corte longitudinal de metal
Pruebe el material (como acero al carbono, acero inoxidable, aleación de aluminio, acero al silicio, etc.), el espesor (0,2-16 mm) y el ancho de la bobina de metal, y haga coincidir los parámetros correspondientes dellínea de corte longitudinal de metal. Ingrese parámetros clave como el ancho de corte, la velocidad de bobinado y el valor de tensión en el sistema de control del equipo.
Paso 2: Desenrolle y nivele para la línea de corte longitudinal de metal
Inicie el desenrollador para liberar el material de la bobina, alinéelo a través del mecanismo de guía y luego elimine la tensión interna del material de la bobina a través del rodillo nivelador para garantizar que el material de la bobina entre suavemente en el proceso de corte.
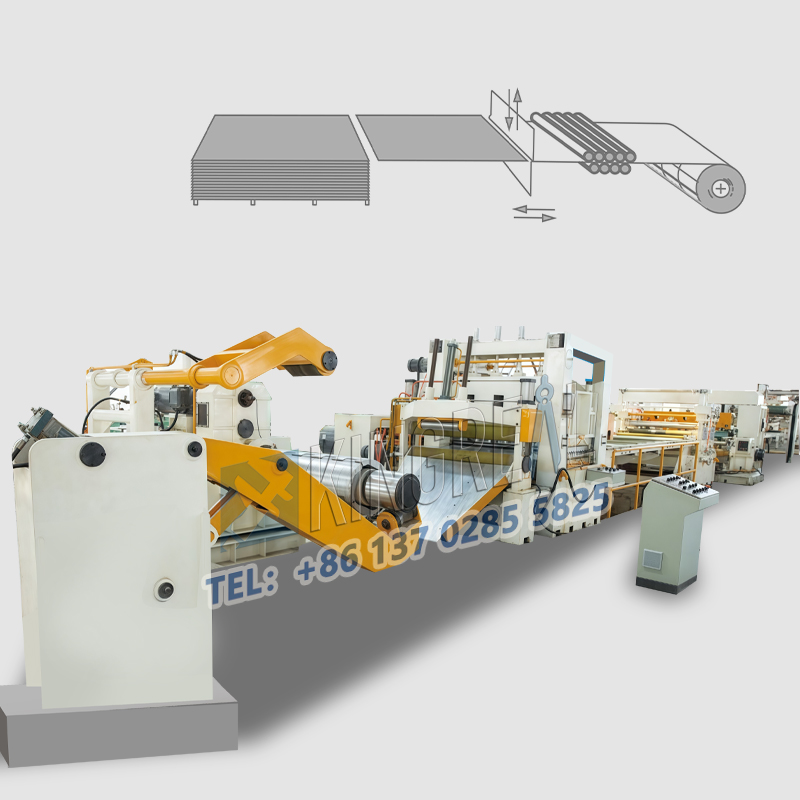
Paso 3: Corte preciso para máquina cortadora de metal
El grupo de cuchillas cortadoras realiza un corte longitudinal en la bobina a intervalos preestablecidos y simultáneamente fija la bobina a través del mecanismo de presión para evitar el desplazamiento de la bobina durante el corte. Supervise la calidad del corte de los bordes en tiempo real (por ejemplo, sin rebabas ni bordes curvados) y ajuste la presión o la velocidad del conjunto de herramientas según lo requiera la situación.
Paso 4: Retroceso de la máquina cortadora de metal
Las tiras estrechas después del corte ingresan al enrollador a través del rodillo guía y se enrollan en rollos de acuerdo con la tensión preestablecida. Algunos modelos están equipados con funciones automáticas de corte y etiquetado.
 |
 |
De acuerdo con las diferentes demandas de los clientes, KINGREAL STEEL SLITTER ha diseñado varios tipos de líneas de corte longitudinal de metal. El siguiente es el plan de fabricación de la máquina cortadora de metal.
Por material metálico: máquina cortadora de bobinas de acero inoxidable, máquina cortadora de tiras de acero, máquina cortadora de bobinas de acero al silicio, máquina cortadora de bobinas de aluminio...
Por espesor del material:máquina cortadora de poca potencia(0,2-3 mm),máquina cortadora de servicio mediano(3mm-6mm),máquina cortadora de servicio pesado(6-16 mm).
Por grado de automatización:máquina cortadora de metal completamente automática, línea de corte longitudinal de metal semiautomática.
Por personalización:máquina cortadora de metal de alta velocidad, Máquina cortadora de bobinas con cabezal cortador doble, Máquina cortadora de bobinas de tensión de correa.
Problema 1: Aparecen rebabas y bordes curvados durante el corte de bordes
Posibles causas: Desgaste/pasivación de la cuchilla, ajuste inadecuado del espaciado del grupo de cuchillas y falta de coincidencia entre la velocidad de corte y el material metálico.
Solución 1: Inspeccione periódicamente ellínea de corte longitudinal de metaly reemplace las cuchillas, recalibre el espaciado del grupo de cuchillas y ajuste la velocidad de corte de acuerdo con la dureza del metal.
Problema 2: Desviación excesiva en el ancho de las tiras después del corte
Posibles causas: centrado incorrecto de la bobina, precisión de posicionamiento insuficiente del grupo de herramientas y fluctuaciones de tensión que provocan el desplazamiento de la bobina.
Solución 2: Verifique la función de centrado del mecanismo de guía de la máquina cortadora de metal, recalibre el sistema de posicionamiento del grupo de cuchillas y optimice los parámetros de control de tensión.
Problema 3: El material en rollo se suelta o se arruga después de enrollarlo
Posibles causas: tensión de bobinado insuficiente o desigual, velocidad de bobinado y velocidad de corte asincrónicas, nivelación incompleta del material de la bobina.
Solución: Ajuste la tensión del devanado a un valor apropiado, optimice simultáneamente las velocidades de corte y devanado y verifique si los ejes de los rodillos de la máquina niveladora de la máquina cortadora de metal están desgastados.
*Inspección de calidad del proceso de corte.
Inspección dimensional: utilice calibradores y medidores de ancho láser para inspeccionar la precisión del ancho y el grosor de las tiras estrechas para garantizar que cumplan con los requisitos del pedido.
Inspección visual: compruebe visualmente o mediante herramientas si el borde cortado es liso y libre de rebabas, y si hay rayones o arrugas en la superficie del material en rollo.
Pruebas de rendimiento: compruebe si las propiedades mecánicas del metal después del corte (como la resistencia a la tracción) se han dañado debido al procesamiento.
*Mantenimiento diario de máquinas cortadoras de metales.
Limpieza periódica: elimine los restos metálicos del interior dellínea de corte longitudinal de metalpara evitar que se atasque en el conjunto de la herramienta o afecte la precisión del mecanismo de guía.
Lubricación de componentes: agregue regularmente aceite lubricante a las piezas móviles, como los cojinetes del grupo de ajuste de herramientas y los ejes de desenrollado/rebobinado, para reducir el desgaste.
Mantenimiento de las cuchillas: pula y pasiva las cuchillas periódicamente, o reemplázalas según el grado de desgaste para evitar afectar la calidad del procesamiento debido a problemas con las cuchillas.
Calibración del sistema: calibre los parámetros en el sistema de control PLC mensual/trimestralmente para garantizar que la línea de corte longitudinal de metal esté en un estado operativo preciso.