Uno de los factores más importantes para garantizar la calidad de las tiras estrechas es el corte preciso. Ya sea acero inoxidable, acero, aleación de aluminio, cobre, PPGI, laminado en frío o laminado en caliente, mantener tolerancias estrictas durante el corte se relaciona inmediatamente con la calidad del producto, la eficiencia del procesamiento posterior y la satisfacción del cliente. Las tiras estrechas pueden rechazarse incluso por pequeñas diferencias en el ancho de la hendidura, defectos en los bordes o cambios en la curvatura del material.
Entonces, ¿cómo se puede operar correctamente unlínea de corte longitudinal de tiras de aceropara lograr tolerancias estrictas? Este artículo examina cinco aspectos clave: configuración de la máquina cortadora de flejes de acero, control de tensión, configuración de herramientas, manejo de materiales y mantenimiento de la línea de corte longitudinal de flejes de acero.

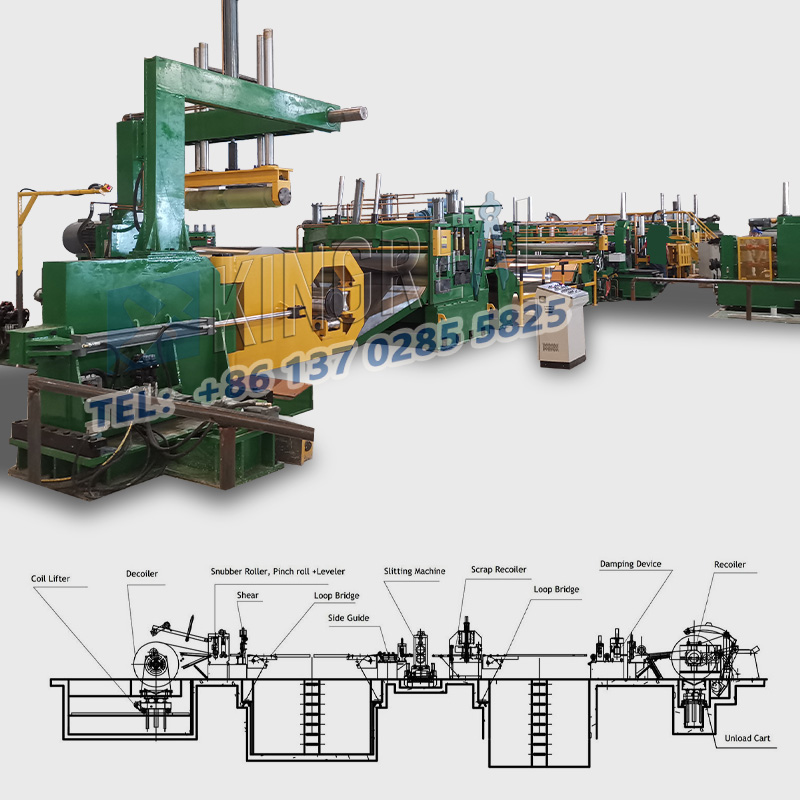
La configuración inicial delmáquina cortadora de tiras de aceroes fundamental para lograr tolerancias de corte. Se deben abordar cinco aspectos clave antes de la puesta en marcha:
-Alineación de la línea de corte longitudinal de tiras de acero: antes de pasar el material, verifique la alineación del mandril (para garantizar una operación precisa del núcleo), el eje de corte (paralelo al eje de desenrollado/rebobinado) y la base de la máquina cortadora de tiras de acero. Las herramientas de alineación láser se utilizan para garantizar un posicionamiento preciso de los componentes y evitar errores causados por la desalineación.
-Selección e instalación del núcleo magnético: seleccione un núcleo magnético circular y recto con un diámetro interior que coincida con el eje de la máquina cortadora de tiras de acero. Asegúrese de que esté instalado de forma segura para evitar deslizamientos o deformaciones. Los errores de concentricidad del núcleo pueden viajar hasta la apertura de corte, comprometiendo así la calidad del borde y la precisión del ancho.
-Posicionamiento de la herramienta: ajuste con precisión la posición de la herramienta para determinar el ancho de corte de acuerdo con las especificaciones del pedido utilizando un medidor de calibración o una lectura digital verificada para la línea de corte de tiras de acero. Verifique antes de la puesta en marcha para asegurarse de que la herramienta esté bloqueada en su lugar para evitar cambios y causar desviaciones.
-Guía del rollo: Ajuste la posición inicial de la guía para centrar el rollo antes de ingresar al área de corte para evitar una tensión desigual y una desviación del corte, asegurando la estabilidad dimensional.
-Verificación del programa: Si la máquina cortadora de tiras de acero es programable, confirme que esté cargado el programa correcto y que parámetros como la curva de tensión y la velocidad de corte cumplan con los requisitos operativos para evitar errores de parámetros que podrían afectar las tolerancias.
 |
 |
La tensión estable es clave para las tolerancias de corte y requiere gestión en cuatro áreas clave:
-Consistencia de tensión: Mantener una tensión uniforme en todo elmáquina cortadora de tiras de aceroproceso, desde desenrollar, cortar y rebobinar. Los cambios de ancho del material, el estiramiento, las ondulaciones de los bordes, la curvatura y las tolerancias se ven gravemente afectados por el cambio de tensión.
-Control de zona: las modernas líneas de corte de tiras de acero tienen zonas de tensión independientes para desenrollar, cortar y rebobinar. Las células de carga y los reguladores de tensión deben calibrarse periódicamente.
-La tensión debe establecerse en función de las características del material: una tensión demasiado baja puede provocar deslizamientos y un seguimiento deficiente; demasiado alto puede estirar el material y provocar la deformación de los bordes.
-Rebobinado: Para materiales comprimibles, se aplica una tensión más alta en el núcleo, que disminuye gradualmente a medida que aumenta el diámetro del rollo para garantizar un rollo estable sin estiramiento. Una conicidad inadecuada puede causar daños en los bordes, enrollamiento desigual y comprometer la consistencia del ancho.
-Conocimiento de los materiales: Diferentes materiales requieren diferentes estrategias de estiramiento. Conocer el módulo elástico y el límite elástico del material es esencial para poder diseñar un esquema de tensión adecuado para evitar daños materiales o violaciones de tolerancia.
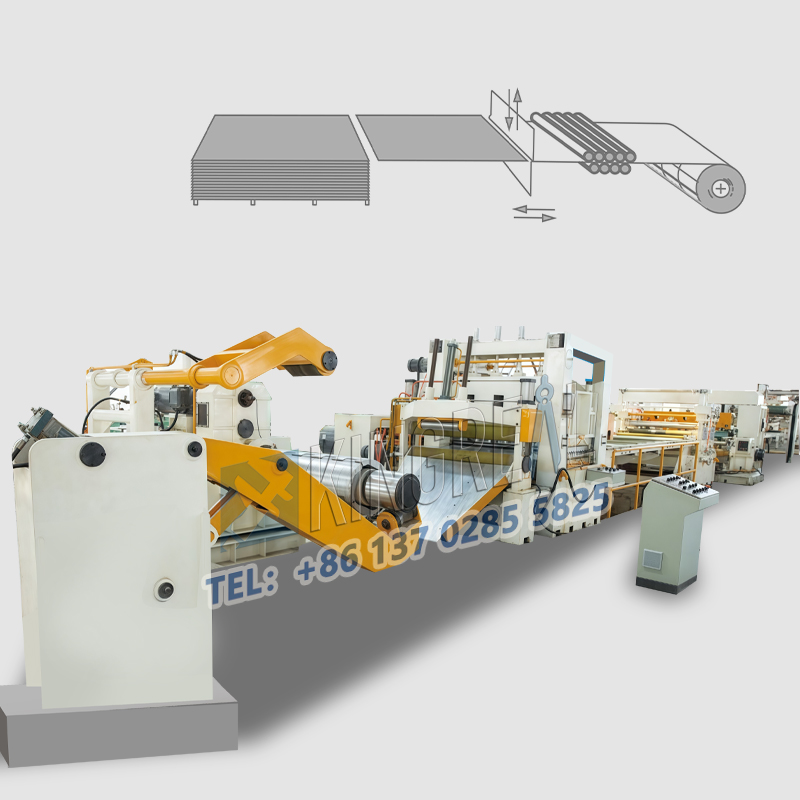
La configuración de la herramienta determina la calidad del corte y la precisión dimensional, centrándose en cuatro aspectos clave:
-Afilado de la herramienta: Una herramienta desafilada puede apretar o rasgar el material, creando rebabas y violando las tolerancias. Para mantener los bordes afilados, se debe establecer un programa de afilado/reemplazo de herramientas basado en las características de desgaste del material y el ciclo de procesamiento.
-Tipo de herramienta y método de corte: seleccione herramientas según el material y los requisitos de corte. Elija entre una cizalla volante (alta velocidad continua), una cizalla rotativa (de alta precisión) o una cizalla fija (lotes pequeños intermitentes) según las necesidades del cliente para garantizar las tolerancias.
-Optimización del ángulo: para máquinas cortadoras de tiras de acero tipo navaja, ajuste el ángulo de la hoja según el material para equilibrar la calidad del corte con el desgaste de la herramienta. Ajuste el espacio y la superposición entre las cuchillas superior e inferior para líneas de corte de tiras de acero tipo cizalla (consulte la tabla del fabricante y tenga en cuenta las calidades del material). Una separación o superposición inadecuada puede provocar rebabas y bordes ásperos.
-Estabilidad Operacional: Asegurar que elmáquina cortadora de tiras de aceroEl carro de la cuchilla es paralelo al eje de la cuchilla y el descentramiento radial de la cuchilla giratoria se minimiza para evitar marcas de "vibración" y una calidad de borde inestable.
 |
 |
El manejo de materiales estandarizado puede evitar variaciones de tolerancia inducidas por el material. Centrarse en cuatro áreas clave:
-Integridad de las juntas: Utilice juntas fuertes y de espesor uniforme para evitar fallas en las juntas o un espesor excesivo que pueda causar atascos en el equipo, fluctuaciones de tensión y daños al borde cortado.
-Guía de borde: Se utilizan guías de banda activas para garantizar que la banda esté centrada en el área de corte, evitando la desviación de la banda que resulta en un ancho desigual y una mala calidad del borde de la tira exterior.
-Manipulación de rollos: Utilice grúas y polipastos de eje para cargar y descargar rollos. Evite impactos o caídas que puedan dañar el núcleo y afectar la concentricidad dellínea de corte longitudinal de tiras de aceroinstalación. Manipule los rollos terminados con cuidado para evitar daños y deformaciones en los bordes.
-Gestión de desechos: mantenga limpia el área de corte y elimine los desechos rápidamente para evitar que desvíen la banda, interfieran con el cortador o se atasquen en el rollo, afectando la calidad y las tolerancias.
El mantenimiento garantiza estabilidadlínea de corte longitudinal de tiras de aceroPrecisión de operación y tolerancia centrándose en cinco áreas clave:
-Mantenimiento preventivo: verifique la alineación de los componentes, los cojinetes, la tensión de la correa, el desgaste de los engranajes y los sistemas neumáticos/hidráulicos de acuerdo con el cronograma del fabricante y aborde los posibles problemas con prontitud.
-Gestión de la lubricación: lubrique según el tiempo, la cantidad y el tipo especificados para evitar una lubricación excesiva (mala disipación de calor) o una lubricación insuficiente (alta fricción) que pueden causar desgaste y vibración de los componentes.
-Inspección de desgaste de componentes: inspeccione periódicamente los componentes clave, como cojinetes, ejes y engranajes, y reemplace rápidamente cualquier componente muy desgastado para evitar que la vibración, el deslizamiento y la desalineación afecten las tolerancias.
-Calibración y Mantenimiento: Calibre periódicamente sensores de tensión, celdas de carga y sistemas de posicionamiento digital para evitar errores de medición causados por instrumentos no calibrados, que pueden afectar la configuración de los parámetros.
para lograr tolerancias estrictas? Este artículo examina cinco aspectos clave: configuración de la máquina cortadora de flejes de acero, control de tensión, configuración de herramientas, manejo de materiales y mantenimiento de la línea de corte longitudinal de flejes de acero.