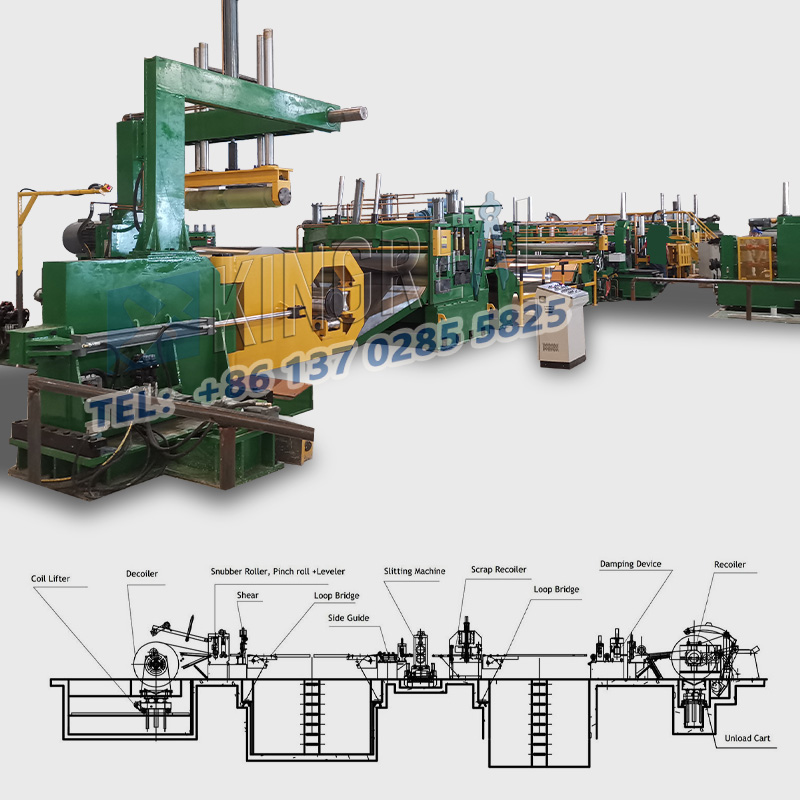
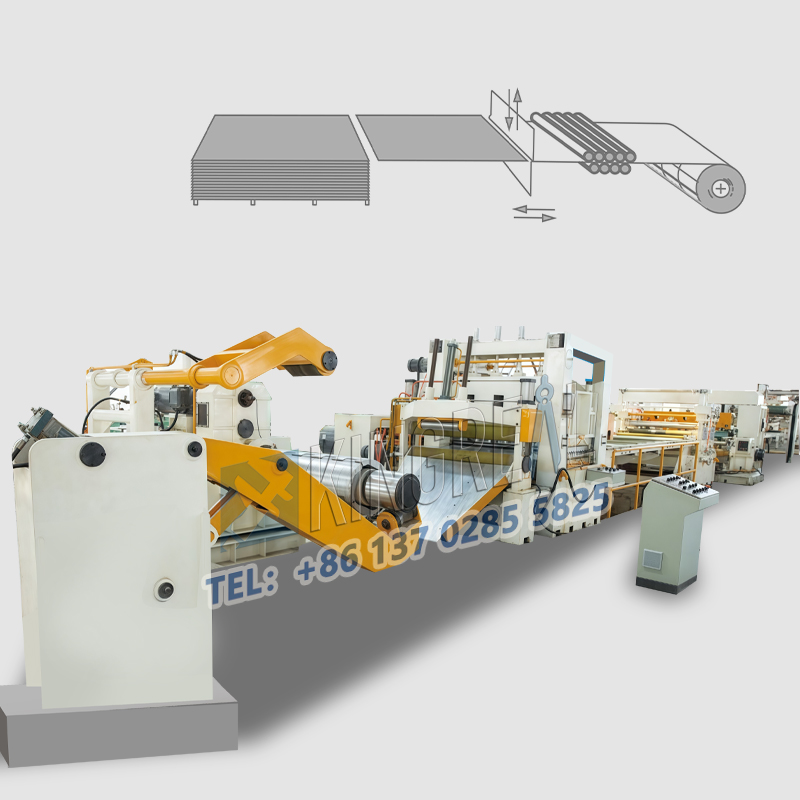
Líneas de corte longitudinal de bobinas de acerorealice operaciones como desenrollar, cortar y rebobinar rollos anchos de material para producir tiras estrechas con alta precisión y sin rebabas. Sin embargo, pueden ocurrir algunos fenómenos anormales durante el funcionamiento de la máquina cortadora de bobinas de acero, incluida la forma anormal del devanado y la deformación del procesamiento de chapa metálica. Este artículo de KINGREAL STEEL SLITTER proporcionará una explicación detallada de cómo resolver problemas comunes en las líneas de corte longitudinal de bobinas de acero para garantizar un funcionamiento eficiente.
1. Bobina suave
-Fenómeno: debido a la holgura, la bobina de acero desarrolla una bobina blanda de forma ovalada una vez que se retira del eje de la máquina rebobinadora.
-Solución: asegúrese de que haya suficiente tensión al comienzo del bobinado, luego disminuya lentamente la presión a medida que crece el volumen de la bobina. El ajuste de tensión adecuado puede prevenir eficazmente la aparición de espirales blandas.
2. Bobinado desigual
-Fenómeno: La bobina de acero muestra una forma telescópica provocada por un bobinado incorrecto.
-Causas y Soluciones:
A. Tensión insuficiente: si la tensión inicial es baja, es probable que surjan desalineaciones durante el acabado. Empezando por dar cuerda, se aconseja aumentar la tensión; reducirlo progresivamente a medida que crece el volumen de la bobina.
B. Tensión desequilibrada: Un ángulo de corte deficiente o una desalineación de la guía pueden producir longitudes erráticas en cada lado. Asegúrese de que la máquina rebobinadora esté correctamente alineada para ayudar a minimizar la posibilidad de variaciones de tensión; verifique su configuración.
C. Mala posición de acoplamiento de la abrazadera interna: el acoplamiento inconsistente provoca cambios de tensión; es necesario reajustar la posición del separador para garantizar la coherencia.
D. Tira de acero que se balancea hacia la izquierda y hacia la derecha en el bucle: el uso de materiales suaves como fieltro para presionar hacia abajo puede prevenir eficazmente el balanceo.
E. Parada de la línea de producción: al reiniciar después de una parada, se debe prestar atención a la recuperación de la tensión para mantener una presión de bobinado estable.
F. Configuración incorrecta del ancho del separador: Asegúrese de que el ancho del separador esté configurado apropiadamente, generalmente el ancho del producto terminado más el espesor de la placa.
3. Arqueamiento del diámetro interior
-Fenómeno: Durante el proceso de bobinado, la bobina de acero repentinamente presenta un arqueamiento en el diámetro interior cuando se retira de la máquina rebobinadora.
-Causa: Esto suele estar relacionado con una tensión excesiva en el bobinado, especialmente cuando se procesan placas gruesas.
-Solución: Ajuste la presión y asegure una tensión uniforme para evitar que el diámetro interior se arquee.
1. Doblado en forma de serpiente (doblado en hoz)
-Fenómeno: El corte hace que la bobina de acero se doble en la dirección del ancho.
-Causas y Contramedidas:
A. Problemas con la materia prima: la tensión residual en la bobina principal se libera después del corte. Se recomienda realizar un tratamiento de alivio del estrés durante el procesamiento del material.
B. Problemas de rebabas: Las rebabas provocan un espesor de borde desigual. Mantenga las herramientas afiladas durante el procesamiento para evitar rebabas.
C. Separación desigual de la hoja: Asegúrese de que la separación de la hoja sea uniforme para evitar diferencias de estiramiento causadas por espacios excesivamente grandes o pequeños en ciertas áreas.
D. Tensión unilateral del enrollador: mantenga una tensión general uniforme y ajuste los separadores y las placas de tensión para garantizar la consistencia.
E. Guías laterales demasiado apretadas: Ajuste las guías laterales adecuadamente durante el corte para evitar una tensión excesiva.
2. Ondas de borde
-Fenómeno: Los bordes de la tira de acero se deforman debido al estiramiento.
-Causas y Contramedidas:
A. Ondas de borde causadas por rebabas: fortalezca el control de las rebabas y manéjelas inmediatamente.
B. Presión excesiva del rodillo medidor: Ajuste los parámetros de presión del rodillo para evitar que se estire demasiado.
C. Desgaste lateral de las herramientas de corte: Para garantizar la calidad del corte, verifique con frecuencia el estado de las herramientas de corte.
D. Diferencia de altura en las guías laterales: Verifique periódicamente la altura de las herramientas de corte para garantizar la consistencia.
E. Desgaste del rodillo deflector antes del enrollador: Mida periódicamente el desgaste del rodillo delantero para asegurar una tensión uniforme.
3. Arrugas en la cintura
-Fenómeno: Aparecen pliegues pasantes en la dirección del ancho de la placa de acero.
-Causas y Contramedidas:
A. Arrugas causadas por la cuchilla cortadora: Ajuste el tamaño de los anillos de goma para evitar que queden atrapados por las herramientas de corte.
B. Problemas de forma de la materia prima: utilice una máquina niveladora de tres rodillos y realice controles de calidad antes del paso de corte.
C. Problemas con el tambor de expansión y contracción: Asegure un buen contacto entre la tira de acero y el tambor durante el proceso de expansión y contracción para evitar irregularidades.
4. Marcas de bobinado
-Fenómeno: La irregularidad de la superficie del tambor de expansión y contracción del enrollador afecta la calidad del bobinado.
-Contramedidas: Inspeccione periódicamente la superficie del tambor de expansión y contracción y reajústelo o reemplácelo rápidamente.
5. Arrugas
-Fenómeno: Aparecen arrugas en la superficie de la placa de acero.
-Causas y Soluciones:
A. Problemas con el papel soporte: garantice la calidad del papel soporte y evite superposiciones y arrugas.
B. Problemas con los anillos de goma: examine periódicamente el estado de los anillos de goma para asegurarse de que no estén flojos.
C. Ajuste de tensión inadecuado: Fortalezca el ajuste de la placa de tensión para evitar arrugas.
Al solucionar problemaslínea de corte longitudinal de bobinas de aceromal funcionamiento, se debe adoptar un enfoque sistemático. Generalmente se pueden seguir los siguientes pasos:
-Registro de datos: registre el entorno operativo, la hora y establezca los parámetros cuando se produzca el mal funcionamiento.
-Inspección in situ: Realice una inspección visual para observar el estado de funcionamiento de la máquina cortadora de bobinas de acero.
-Comuníquese con el operador: pregunte al operador sobre los pasos operativos antes de que ocurriera el mal funcionamiento.
-Solución de problemas paso a paso: verifique los problemas potenciales uno por uno de acuerdo con la clasificación de fallas anterior.
-Uso de herramientas: Utilizar herramientas e instrumentos necesarios para la medición y ajuste.
KINGREAL STEEL SLITTER espera que a través de este artículo, pueda abordar eficazmente varios problemas en el funcionamiento de lalínea de corte longitudinal de bobinas de aceroy garantizar una producción estable y continua. El mantenimiento regular y la formación profesional también son medidas importantes para evitar fallos de funcionamiento.