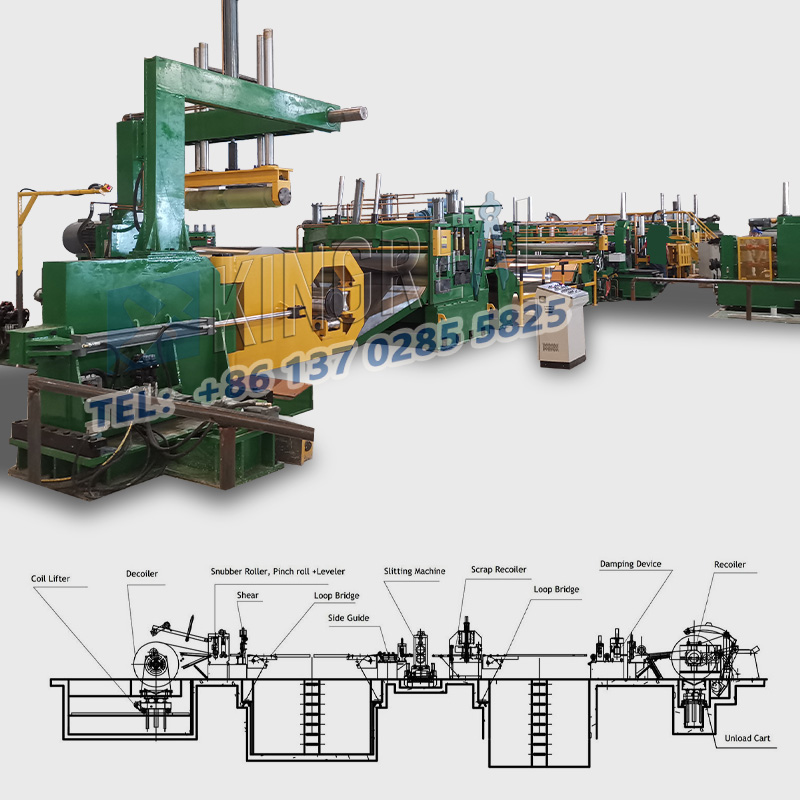
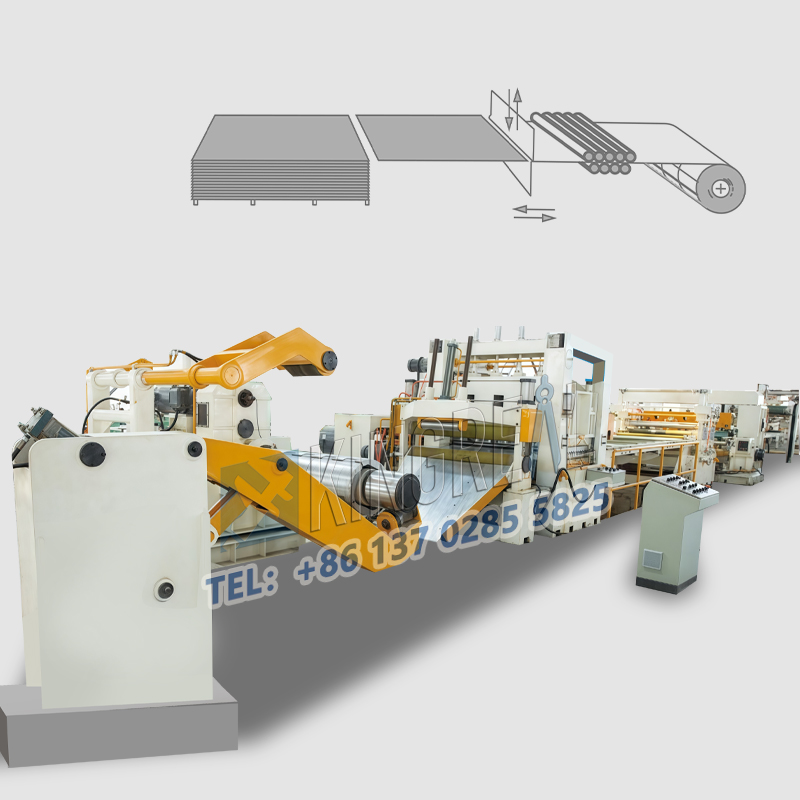
Máquinas cortadoras de metalesSe utilizan ampliamente en la industria procesadora de metales, principalmente para cortar grandes rollos de material metálico en varias tiras estrechas. Sin embargo, durante el funcionamiento real, las líneas de corte longitudinal de metal pueden experimentar diversas anomalías, lo que lleva a una reducción de la eficiencia del procesamiento o al desperdicio de material. Este artículo de KINGREAL STEEL SLITTER abordará varios problemas operativos comunes con las máquinas cortadoras de metal y brindará las soluciones correspondientes para ayudar a los usuarios a utilizar mejor sus líneas de corte longitudinal de metal.
1.1 Colapso de la bobina
Después del corte, cuando la bobina de acero se retira del carrete, a menudo colapsa y adquiere forma ovalada. La razón principal de este fenómeno es una tensión insuficiente durante el proceso de bobinado o la presencia de aceite antioxidante en la superficie de la banda de acero, lo que impide una fricción suficiente entre las capas. Para solucionar este problema se pueden tomar las siguientes medidas:
1.1.1 Asegúrese de que se aplique suficiente tensión durante el proceso de bobinado para evitar la deformación de la bobina.
1.1.2 Inspeccionar periódicamente la superficie de la tira de acero para asegurar que esté limpia y libre de aceite, asegurando así una buena fricción entre capas.
1.2 Bordes de bobinas de acero desiguales
Los bordes desiguales de las bobinas de acero se deben principalmente a los siguientes factores:
1.2.1 Tensión deficiente: La tensión débil al comienzo del bobinado y la tensión fuerte al final del mismo provocan un bobinado desigual. Para evitar esto, se debe aumentar la tensión al comienzo del bobinado y disminuir al final.
1.2.2 Distribución desigual de la tensión: si la tira de acero no se corta recta en el borde principal, o si las abrazaderas muerden el borde principal de la tira de acero durante el corte, se producirá una distribución desigual de la tensión. Antes de la operación, confirme que la tira de corte esté firmemente adherida a la superficie del carrete para garantizar una tensión uniforme.
1.2.3 Oscilación en el pozo del bucle: si la tira de acero oscila de lado a lado en el pozo del bucle y los pequeños rodillos guía no están fijados correctamente, puede causar cambios en el ángulo de la placa de tensión, lo que resulta en un bobinado desigual. Para reducir la oscilación, se puede usar una alfombra o fieltro después del hoyo del bucle para hacer contacto con la superficie de la tira de acero, y se deben fijar los pequeños rodillos guía.
1.2.4 Generación de rebabas: En el caso de tiras de acero estrechas, las rebabas grandes o las rebabas inconsistentes en ambos lados durante el corte pueden provocar un bobinado desigual. Se recomienda voltear la tira de acero con las rebabas hacia arriba en el hoyo del bucle para que las rebabas miren hacia abajo, evitando efectivamente este problema.
Después del corte, la tira de acero puede presentar deformaciones, como flexión lateral. Las razones son bastante complejas:
2.1 Brecha de corte desigual:
en unmáquina cortadora de metales, puntos de referencia inexactos en el hombro del eje de la cortadora, un juego axial excesivo del cojinete del eje de la cortadora o errores en el espaciador o su espesor pueden provocar espacios de corte desiguales, lo que resulta en deformaciones. Inspeccionar y calibrar periódicamente la línea de corte longitudinal de metal para garantizar su funcionamiento normal puede prevenir eficazmente esta situación.
2.2 Variación del espesor del material:
La diferencia de espesor entre las partes media y marginal del material ancho es un problema común, especialmente en materiales laminados. Debido a las diferencias en la precisión de las líneas de corte longitudinal de metal y en las técnicas de ajuste, las variaciones de espesor de los materiales de diferentes fabricantes también varían. Se recomienda realizar pruebas de espesor antes del procesamiento y ajustar de acuerdo con la diferencia de espesor real.
2.3 Doblado del material base:
La tensión interna generada en el material base durante el laminado se denomina tensión residual potencial. La pérdida del equilibrio de tensiones después del corte longitudinal puede provocar la flexión de la tira de acero. Por tanto, seleccionar materias primas de alta calidad y optimizar el proceso de laminación son soluciones importantes.
2.4 Rebabas o bordes inconsistentes:
Si el espesor de la placa es mayor en el lado con rebabas más grandes durante el bobinado, se producirá un diámetro de bobina mayor y se formará una curva en forma de trompeta. Para solucionar este problema, se puede insertar un papel del grosor adecuado en el otro lado o se puede adoptar un proceso de corte.
2.5 Bordes Ondulados de la Tira:
Durante el proceso de bobinado, la presencia de rebabas puede provocar un aumento del espesor en el borde de la tira de acero, lo que provoca un alargamiento del borde. Durante el funcionamiento de la máquina cortadora de metal, es necesario aumentar el espacio libre horizontal para reducir la presión lateral. Además, utilizar hojas adecuadas para el material a cortar y reducir el desgaste de las mismas también ayuda a solucionar este problema.
3.1 Atrapados por las espadas
Al cortar una tira de acero estrecha, si la placa de presión en forma de dedo no llena completamente el espacio entre las dos cuchillas exteriores, la tira de acero puede quedar atrapada por las dos cuchillas exteriores, lo que produce arrugas. Una estrategia eficaz para prevenir este problema es llenar el espacio entre las palas exteriores con una placa de presión plana y asegurarse de que se aplique queroseno regularmente a las palas para reducir la fricción.
3.2 Plegado en las mordazas del tambor de cuerda
En las máquinas cortadoras de metal, si la tira de acero no encaja firmemente contra el tambor de bobinado durante la primera pasada de bobinado, pueden aparecer arrugas durante el bobinado posterior. Para evitar esto, se deben revisar periódicamente las mordazas del tambor de bobinado y se debe garantizar que la banda de acero esté fijada de forma segura y firme al tambor al comienzo del bobinado.
4.1 Marcas de cuchilla causadas por placas de presión
Si la altura de la placa de presión no coincide con la placa guía, puede causar una presión excesiva sobre la tira de acero, lo que resulta en marcas de la hoja. Por lo tanto, la altura de la placa de presión debe comprobarse y ajustarse periódicamente para garantizar que sea coherente con la altura de la placa guía.
4.2 Vibración de la placa de presión de la hoja
Cuando la placa de presión de la hoja vibra hacia arriba y hacia abajo, también puede causar marcas en la hoja. Estas marcas de la hoja suelen ser intermitentes y las razones principales incluyen la flexión del husillo, el espacio excesivo entre la hoja y el husillo y la sinterización de restos metálicos en el otro lado de la hoja. Verificar el estado del husillo y mantener las hojas limpias puede reducir eficazmente la aparición de marcas en las hojas.
Líneas de corte longitudinal de metalesEs inevitable encontrar varios problemas durante el uso diario, pero muchos problemas pueden evitarse o mitigarse mediante una inspección y un mantenimiento meticulosos. Comprender y dominar los problemas comunes y sus soluciones para las máquinas cortadoras de metales puede ayudar a los usuarios a optimizar los procesos de producción y mejorar la eficiencia del trabajo. KINGREAL STEEL SLITTER espera que las sugerencias anteriores le proporcionen una referencia valiosa en el uso de su línea de corte longitudinal de metal y garanticen su funcionamiento continuo y eficiente. Si tiene alguna pregunta, no dude en ponerse en contacto con KINGREAL STEEL SLITTER.