1. Durante el funcionamiento delequipo de máquina cortadora de metalSi la herramienta tiene un problema de giro lateral, provocará defectos dimensionales, como el giro lateral de la herramienta y el diámetro exterior de la herramienta. Porque el valor de giro lateral de la herramienta no puede ser cero. La razón es el error de precisión del espesor de la herramienta, el diámetro interior, el ancho del casquillo espaciador, etc., y la deformación causada por la tensión lateral cuando se corta la placa gruesa.
2. Durante la producción del equipo de la máquina cortadora de acero, la placa de acero tiene un problema de deformación transversal, lo que causa dimensiones de ancho deficientes. Esto se debe a que se mide que el producto cortado en el estado de deformación transversal es mayor que el valor de ajuste de la cuchilla.
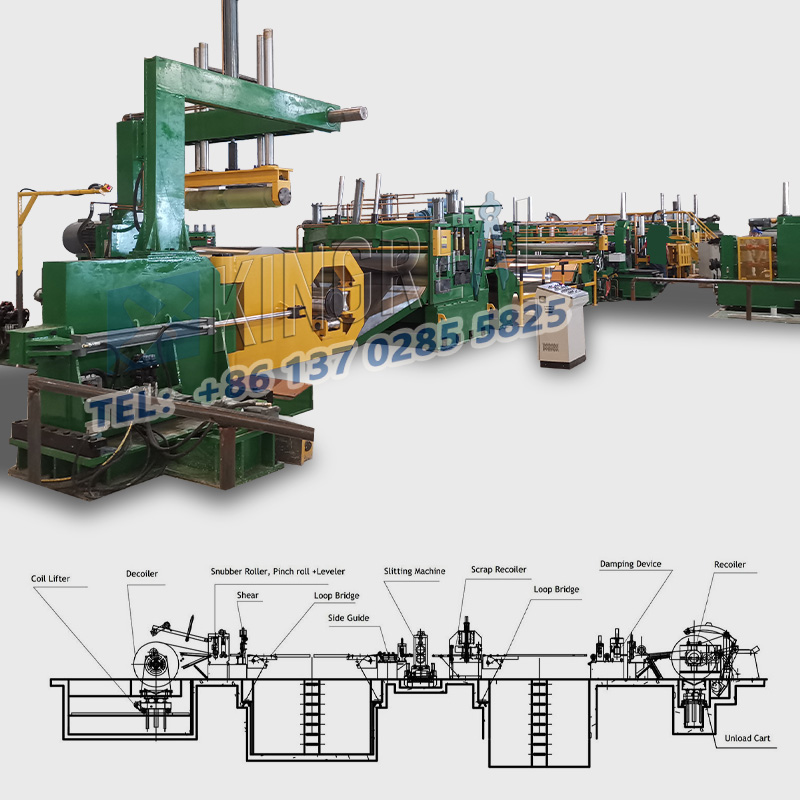
3. A medida que se produce y opera la línea de corte longitudinal de metal, existen ciertos errores de coincidencia en el casquillo espaciador, la cuchilla, etc. Cuando el número de piezas es grande cuando la cuchilla coincide, el error acumulativo aumenta. Esto se debe a un ajuste de tolerancia superior deficiente. Debe saber que el ancho del producto cortado por la máquina cortadora siempre es ligeramente menor que el tamaño del lado del producto de la cuchilla. Por lo tanto, es necesario predecir de antemano el grado de esta menor tolerancia. Cuando la cuchilla coincide en el lado del producto, el tamaño del casquillo espaciador se determina como referencia.
También se debe considerar el método de corte utilizado. En comparación, si el equipo de la máquina cortadora de bobinas adopta un corte recto, la tensión de la bobina de acero aumentará, la deformación transversal desaparecerá y el tamaño también disminuirá.

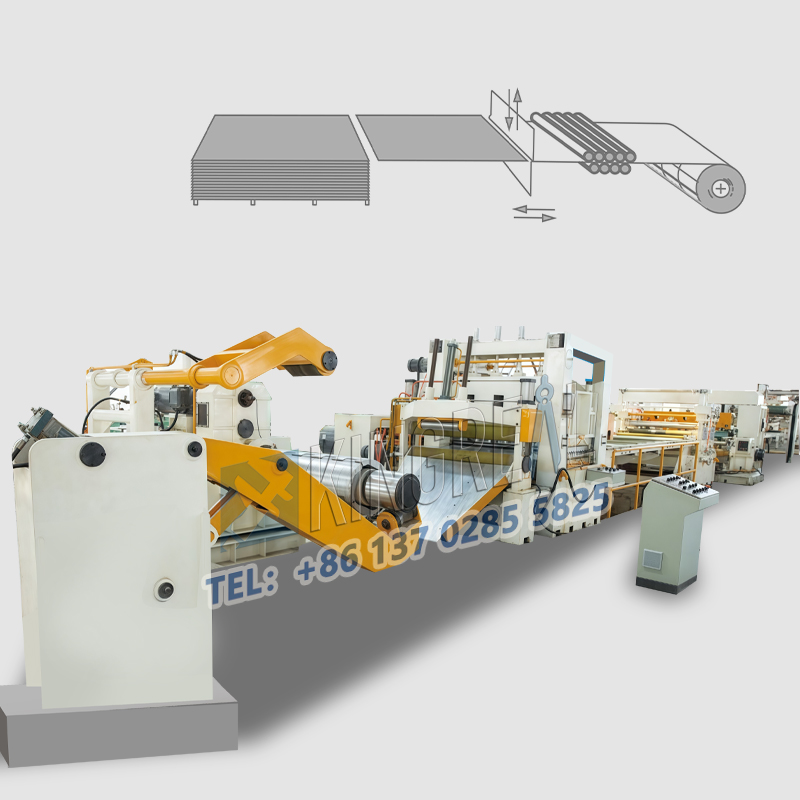
Además de la propia máquina, el grosor y la dureza del material metálico determinan la resistencia durante el proceso de corte. Los materiales más gruesos o más duros son más difíciles de cortar, lo que fácilmente puede provocar una desviación del ancho después del corte. A medida que aumenta el espesor del material, la deformación y el rebote del material también pueden aumentar, afectando la precisión del corte. Al mismo tiempo, la velocidad de avance y el proceso de operación durante el corte también afectan la calidad del corte. Una velocidad demasiado rápida puede causar deformación del material y afectar el ancho de corte; Una velocidad demasiado lenta puede provocar una reducción de la eficiencia de producción y defectos en la superficie del material. Si el proceso de operación cumple con las especificaciones y si la configuración de la herramienta es razonable están estrechamente relacionados con la precisión del ancho después del corte.
Además de la propia máquina, el grosor y la dureza del material metálico determinan la resistencia durante el proceso de corte. Los materiales más gruesos o más duros son más difíciles de cortar, lo que fácilmente puede provocar una desviación del ancho después del corte. A medida que aumenta el espesor del material, la deformación y el rebote del material también pueden aumentar, afectando la precisión del corte. Al mismo tiempo, la velocidad de avance y el proceso de operación durante el corte también afectan la calidad del corte. Una velocidad demasiado rápida puede causar deformación del material y afectar el ancho de corte; Una velocidad demasiado lenta puede provocar una reducción de la eficiencia de producción y defectos en la superficie del material. Si el proceso de operación cumple con las especificaciones y si la configuración de la herramienta es razonable están estrechamente relacionados con la precisión del ancho después del corte.