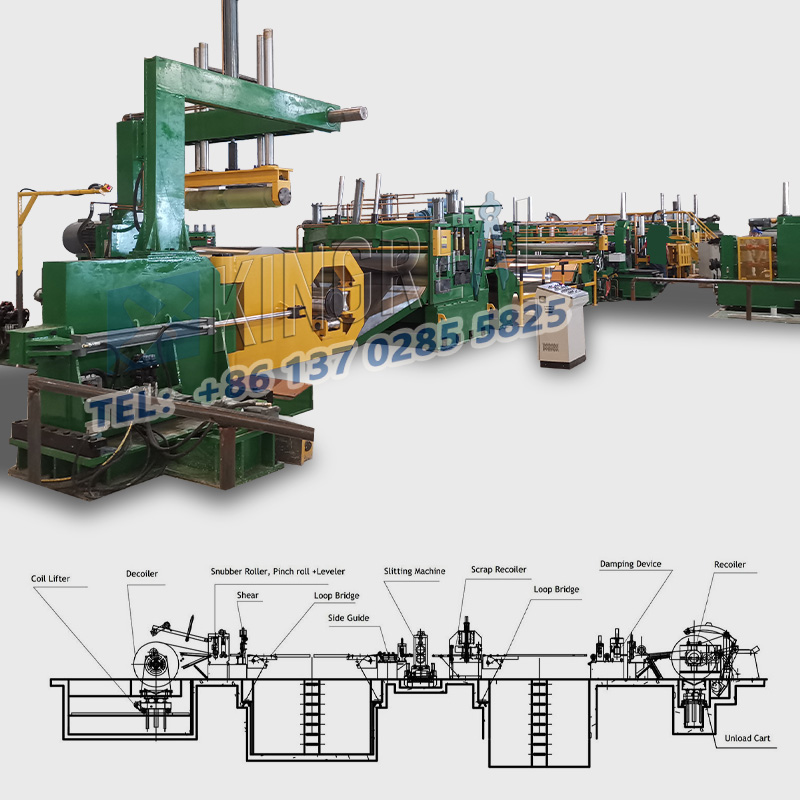
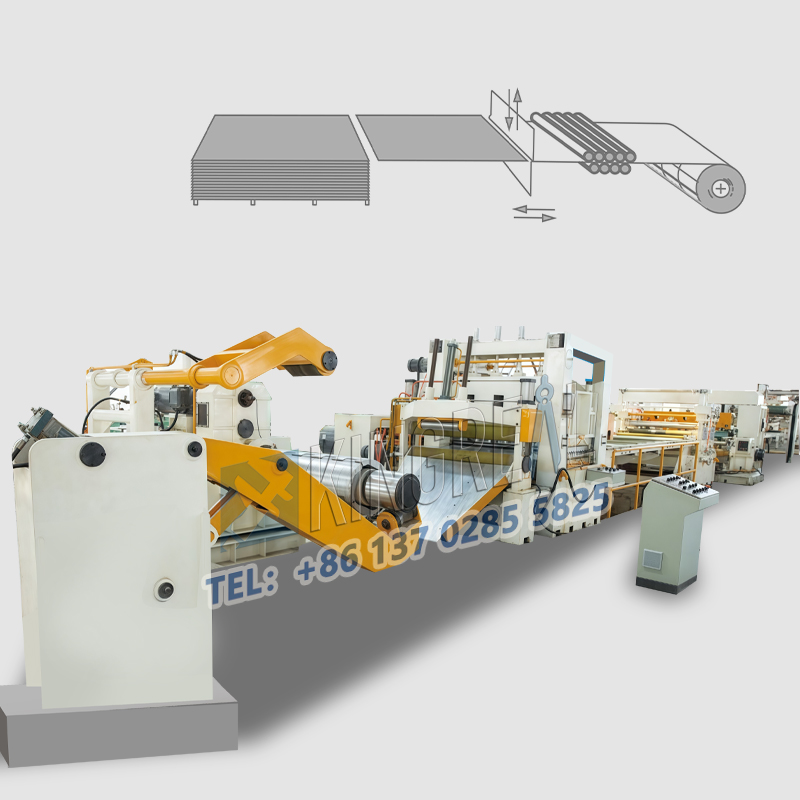
Máquina cortadora de metales, también conocida como máquina cortadora de bobinas de acero o máquina cortadora de metal, tiene una amplia gama de aplicaciones y una posición importante en la industria de procesamiento de metales. La función principal de este equipo es cortar con precisión bobinas anchas de metal en múltiples tiras estrechas para satisfacer las necesidades de diferentes procesos de producción.

Máquinas cortadoras de metales Desempeñan un papel clave en varias industrias y su alta precisión y eficiencia los hacen indispensables para los procesos de procesamiento de metales. Ya sea en la fabricación de automóviles, la construcción, la producción eléctrica, la fabricación de electrodomésticos, el embalaje o las industrias aeroespacial y militar, las máquinas cortadoras de metal satisfacen una variedad de necesidades de procesamiento de alta precisión y alta demanda con su excelente rendimiento y confiabilidad.
En el campo del procesamiento de metales, la precisión y eficiencia del equipo tiene un impacto significativo en la calidad del resultado. Uno de los componentes clave de una cortadora de metal o de bobinas es la cuchilla. Garantizar que la máquina funcione sin problemas de desviación de la hoja es fundamental para mantener la consistencia y la integridad del corte de metal. En este artículo, analizaremos las causas comunes de la desviación de la hoja en la cortadora de bobinas de chapa metálica y brindaremos soluciones prácticas.
"¿Por qué se produce un error en la cuchilla cortadora?"
Las desviaciones de las cuchillas de corte de metal pueden provocar una mala calidad del corte, un mayor desperdicio de material y mayores costos operativos. Es fundamental identificar la causa raíz de estas desviaciones e implementar acciones correctivas efectivas. Una de las principales causas de las desviaciones de las cuchillas son los topes de posicionamiento de avance mal ajustados. Si los topes no están correctamente alineados, esto puede provocar una presión desigual sobre la hoja durante el proceso de corte, lo que a su vez provoca desviaciones.
El uso de hojas desafiladas en algunas áreas también puede causar desviación. Cuando parte de la hoja está desafilada, corta a una velocidad diferente a la de la parte afilada, lo que produce cortes inconsistentes.
La alineación incorrecta de las ruedas guía del papel también es una causa común de desviación de la hoja. Las ruedas guía del papel deben estar correctamente alineadas para garantizar que el material pase a través de la cortadora en línea recta.

"¿Cómo mejorar la precisión del corte de productos?"
Las hojas de corte de metal desafiladas pueden provocar una variedad de condiciones, como rebabas, arrugas y daños a la materia prima del producto cortado. El problema de las rebabas en el material cortado generalmente es causado por hojas desafiladas, hojas que se superponen demasiado superficialmente a la ranura de la cuchilla o residuos atrapados en la ranura de la cuchilla. Para evitar rebabas, asegúrese de que las cuchillas estén afiladas y reciban un mantenimiento regular. Ajuste la superposición de la hoja con la ranura del cuchillo a la profundidad recomendada (generalmente dentro de 2,5 mm). Limpie la ranura del cuchillo con regularidad para eliminar cualquier residuo que pueda interferir con el proceso de corte.
1. Los pliegues y desgarros en el material cortado pueden deberse a una serie de factores, incluido el material de entrada de mala calidad y un pliegue demasiado profundo. Utilice material de entrada de alta calidad para minimizar la posibilidad de arrugas y rasgaduras. Reduzca el desgarro ajustando la profundidad del engarzado al nivel adecuado para evitar que se aplique una presión excesiva al material.
2. Las arrugas y desgarros en el material cortado pueden deberse a una serie de factores, incluido el material de entrada de mala calidad y el engarce profundo. Utilice material de entrada de alta calidad para minimizar la posibilidad de arrugas y rasgaduras. Ajuste la profundidad del engarzado al nivel adecuado para evitar que se aplique una presión excesiva al material, reduciendo así el desgarro.
3. Los bordes no perpendiculares del material cortado pueden deberse a varios problemas, incluido el ángulo incorrecto de la hoja, hojas no centradas en la ranura o hojas desalineadas. Verifique periódicamente el ángulo de la hoja y haga ajustes para asegurarse de que sea perpendicular al material. Centre la hoja en la ranura del cuchillo y asegúrese de afilarla uniformemente para mantener un ángulo de corte constante.

Abordar las desviaciones de las hojas en una cortadora de bobinas de acero o cortadora de bobinas es fundamental para mantener la calidad y la eficiencia de su operación de corte de metales. Al comprender las causas comunes de estas desviaciones e implementar las soluciones adecuadas, puede asegurarse de que su máquina cortadora de metal funcione de la mejor manera, produciendo material cortado de alta calidad y minimizando el desperdicio.