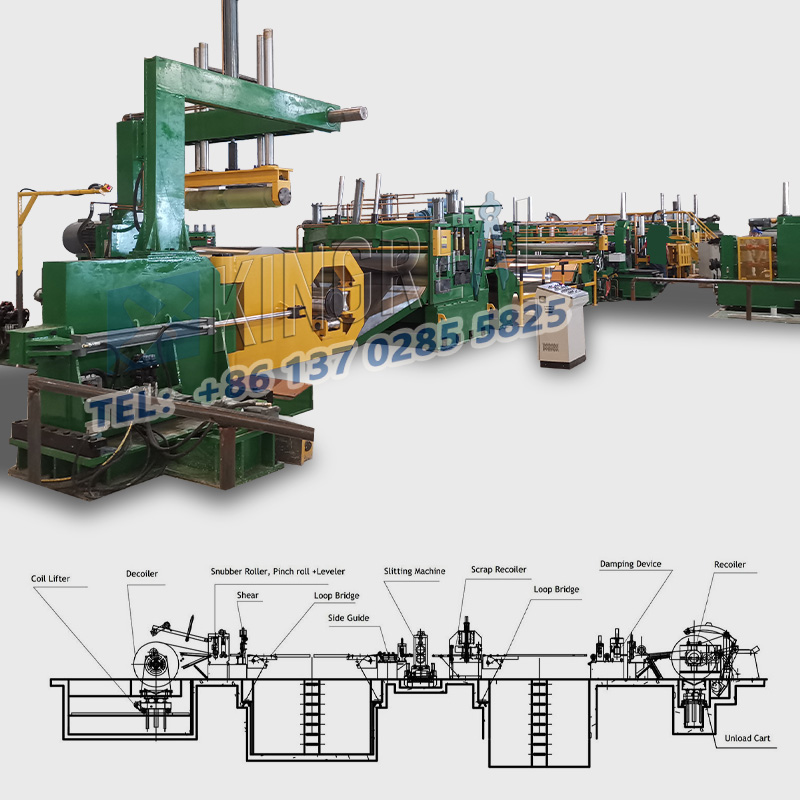
cuando ellínea de corte longitudinal de bobinas de acerose utiliza, sin importar para el trabajo de desenrollado o rebobinado, el diámetro del rollo en el equipo de la máquina cortadora para su operación, es inevitable que con una amplia gama de cambios en el tiempo, cause una amplia gama de cambios en un parámetro dentro el sistema de control que le corresponda. Este equipo cortador en uso, por el impacto directo de la calidad dinámica y estática del sistema, se considera un resultado.

Cuando se trata del control de tensión delmáquina cortadora de hojas, simplemente se refiere al control del cono de tensión. La función de control de tensión de la cortadora es, de hecho, prevenir el uso del equipo, el fenómeno de tensión interna de la bobina, sobre la base de esta prevención, pero también por el núcleo de la tira debido a la extrusión, y la deformación de las malas arrugas, que produce chatarra, inevitablemente El resultado es que nuestros discos vecinos entre los bordes de la tira parecen estar entrelazados, pero también provocan el fenómeno de que no se pueden dividir en discos.
El equipo cortador en el sistema es bueno o malo, el uso real del tiempo, lo principal es observar que nuestro sistema no es capaz de cumplir con los requisitos de uno de sus procesos. Tenga en cuenta que para utilizar ideas de diseño comparativas para controlar el sistema en sí, el sistema de control en uso, pero también para garantizar que el equipo en sí tenga un mejor rendimiento mecánico y eléctrico.
Línea de corte longitudinal de metal en estado estacionario, el equipo de velocidad de la línea de tiempo está enun exterior constante, para su sistema, entonces es necesario que esté en un estado de desenrollado de tensión constante, pero también puede cambiar el estado de devanado de tensión. Durante el tiempo de bobinado, también se debe prestar atención a la tensión de bobinado del equipo de la máquina cortadora, con nuestro radio de bobinado para aumentar hasta su ajuste correspondiente.