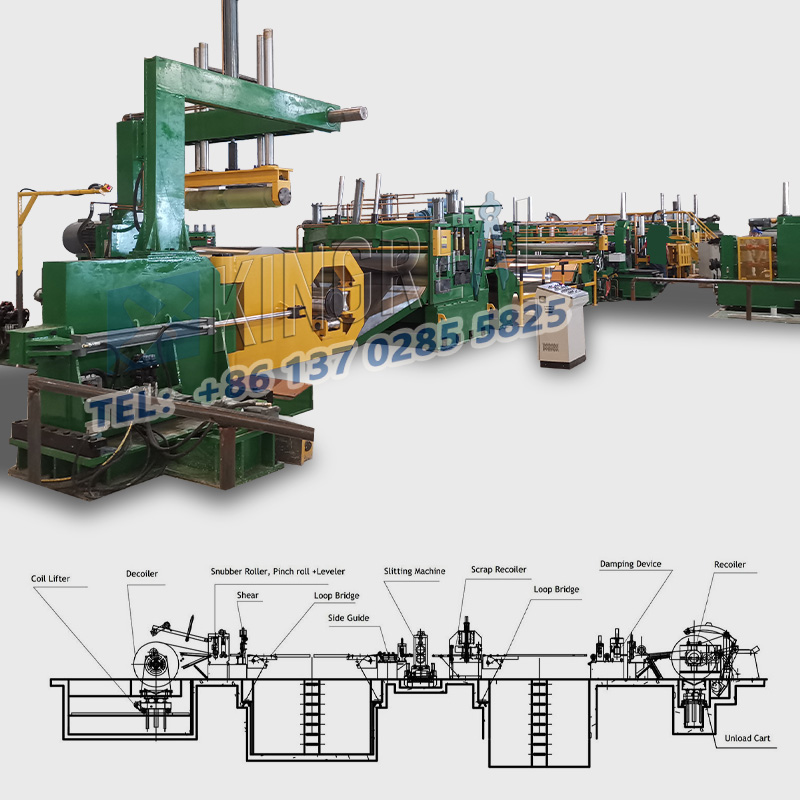
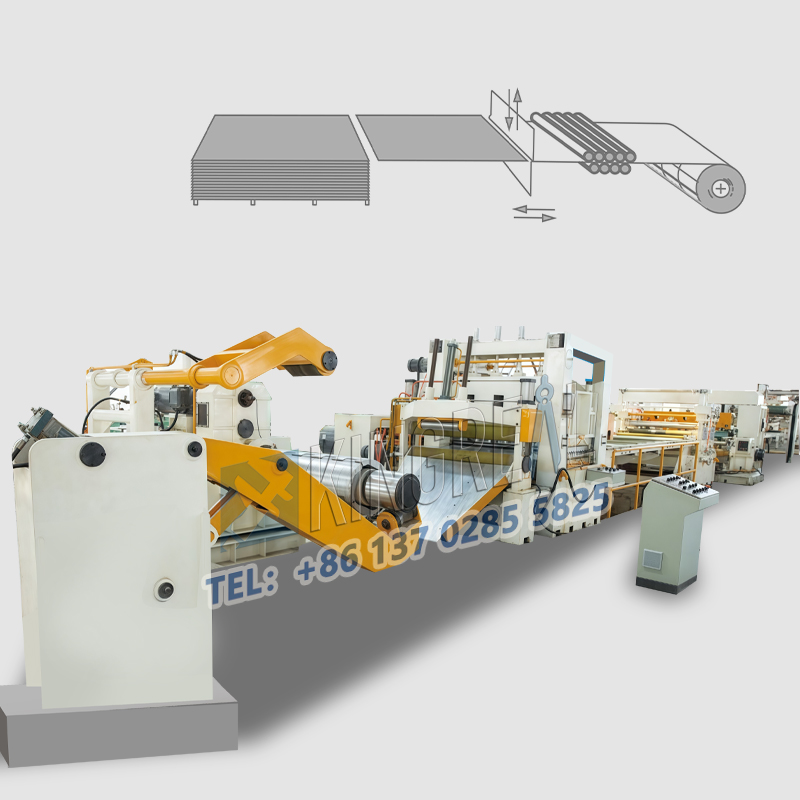
A Línea de corte a longitud de corte de moscaes un sistema de procesamiento continuo que consiste en una unidad de relajación, un sistema de alisado y un mecanismo de corte sincronizado. KingReal Steel Slitter utiliza un diseño de sistema de rodillos modulares, con los rodillos de alisado equipados con mecanismos hidráulicos de ajuste hidráulicos independientes. El mecanismo de cizallamiento volador integra un sistema de sincronización de la varilla con conexión de manivela, asegurando la coincidencia en tiempo real de la velocidad de la cuchilla con la velocidad de la tira. La unidad de apilamiento utiliza succión al vacío y colabora con un brazo robótico, asegurando la precisión de la acumulación de láminas de grado industrial. El sistema de control incorpora un algoritmo de coordinación de movimiento de múltiples eje para eliminar la deformación de la tracción de material causada por cambios de velocidad repentina.
Energía de vibración durante la inversión de alta velocidad en elLínea de corte a longitud de corte de moscase absorbe por amortiguación hidráulica. Una brecha de herramienta compensada con temperatura mantiene una brecha de corte constante en condiciones de expansión térmica. El material de la cuchilla se trata con un recubrimiento compuesto, creando un gradiente de microduidad que mejora la resistencia de corte abrasivo. El equipo de KingReal Steel Slitter ha sufrido pruebas reológicas materiales, asegurando una planitud de corte constante para tiras de diferentes resistencias de rendimiento.

| Tipo de máquina | Máquina de cortar a longitud |
| Espesor de la bobina máxima | 25 mm |
| Anchos de bobina máxima | 3600 mm |
| Peso de la bobina máxima | 20ton |
| Longitud de corte de bobina principal | 25 mm |
| Tipo de cizallamiento | Cizallamiento de moscas |
| Velocidad de corte | 60m/min |
| Tolerancia de corte | ± 0.01 mm |
Antes de comenzar elLínea de corte a longitud de corte de mosca, gire manualmente el sistema de alisiones para verificar el bloqueo. Retire la acumulación de escala del espacio del rodillo y use un raspador no metálico para proteger el enchapado cromado. Vuelva a llenar los rieles de la guía de corte con grasa especial en cada turno, controlando la cantidad de grasa a una cantidad mínima que se filtra del orificio de desbordamiento. Limpie los rodamientos de articulación del robot de apilamiento trimestralmente y reemplace con lubricante resistente a la alta temperatura.
Consulte mensualmente el encuentro radial delLínea de corte a longitud de corte de moscaEl conjunto del rodillo de alisado y reemplace los rodamientos de rodillos cónicos si están fuera de tolerancia. Realice el equilibrio dinámico después de afilar las cuchillas de corte, asegurando que el momento de la diferencia de inercia esté dentro de un rango seguro. Reemplace el filtro del sistema hidráulico cada seis meses y pruebe el nuevo elemento de filtro para la contaminación de partículas. Limpie los conductos de enfriamiento del gabinete eléctrico trimestralmente, e inspeccione el aislamiento del cable para obtener signos de envejecimiento.
Limpie el espejo del sensor fotoeléctrico para la contaminación y calibre el punto cero de referencia. Verifique la presión de vacío del generador de vacío y reemplace el conjunto del sello si hay una fuga. Pruebe la repetibilidad del robot y ajuste los parámetros anti-backlash del servo motor si el espacio libre de engranaje excede la tolerancia.